
Ремонт мостов. Часть 1
10.2. МОСТЫ
При текущем ремонте в зависимости от неисправности надо демонтировать необходимый узел с моста, разобрать его, провести контроль технического состояния деталей, собрать, выполнив необходимые регулировки и монтировать на мост.
Ремонт колесной передачи
Снятие колесной передачи
- вывернуть пробку сливного отверстия и слить масло из картера колесной передачи. Очистить магнит пробки от металлических частиц и ввернуть пробку;
- закрыть краны запора воздуха централизованной системы регулировки давления в шинах всех колес;
- отвернуть гайки и вывернуть болт крепления защитного кожуха гибкого шланга подвода воздуха, снять пружинные шайбы и защитный кожух;
- вывернуть болты крепления крана, снять кран с прокладкой и отвести его в сторону;
- отвернуть гайки крепления колесной передачи (правой и левой) к картеру моста; отвести колесную передачу в сторону;
Разборка колесной передачи переднего моста
- Снять крышку 7 (рис. 7.61), опору 6.
- С помощью лопатки, надавив на кардан полуоси, выдвинуть ведущий внешний вал, вынуть сегмент стопорный 4 и ведущую шестерню 8 с кольцом фрикционным 3.
- Отвернуть болты и снять тормозной барабан 18.
- Отвернуть винты и снять картер колесного редуктора 13 с сателлитами в сборе. В случае необходимости выпрессовать оси сателлитов из картера колесной передачи 13 и вынуть сателлиты 14 с опорными шайбами 9, игольчатыми подшипниками 12 и распорными втулками 10. После снятия колеса опорного 15 расстопорить винт 46, гайку 45 ослабить с помощью специального ключа (перечень сиецинструмента), вынуть соединитель 16.
- Ступицу колеса снять с поворотного кулака с помощью приспособления (перечень специнструмента).
Внимание!: не погнуть регулировочные прокладки 44 при снятии ступицы колеса!
- Снять пружину тормозных колодок, стопорные кольца, планку соединительную и тормозные колодки 19.
- Снять держатель тормозного цилиндра и регулировочные прокладки 32, 33, 34 для выбора осевого люфта поворотного кулака 24 и 25.
- Отвернуть болты М20х70, которые крепят рычаг рулевого управления левой колесной передачи и крышку правой колесно-ступичной группы. При ослаблении нижних болтов M16x85 поворотный кулак необходимо постоянно поджимать. После снятия поворотного кулака с пальцев вилки выпадают детали нижней опоры: крышка 35, роликовый радиально-упорный подшипник 30, крышка 31, втулка 36 (рис. 7.61). Для обеспечения правильной обратной сборки рычаг рулевого управления, крышка и рычаг рулевой трапеции нумерованы всегда совпадающими цифрами.
- Вынуть полуоси. Спрессовать подшипник 20 (NK 60/25) с поворотного кулака через отверстие для полуоси. С вилки манжета 26 и подшипник 27 (RNU 210) (рис. 7.61), тоже спрессовываются через отверстие для полуоси. Для выпрессовки применяется длинная, слегка изогнутая штанга.
Все снятые детали тщательно промыть, проверить и изношенные и неисправные заменить новыми.
Разборка колесной передачи заднего и среднего мостов проводится аналогично разборке колесной передачи переднего моста.
При разборке и сборке колесной передачи надо использовать специальные ключи, которые указаны в перечне специнструмента и приспособлений для ремонта ведущих мостов.
Контроль технического состояния
Внешним осмотром проверить состояние корпусных деталей мостов. Не допускается эксплуатация с такими дефектами, как: трещины на рукавах, износ и срыв резьбы в отверстиях под пробки и болты. На шестернях колесных передач не допускается наличие трещин и сколов в средней части зуба, питтинга на площади более 25% поверхности зуба.
Шестерни, имеющие сколы вершин зубьев на длине не более 5 мм от торца зуба, после зачистки сколов допускаются для дальнейшей работы.
Подшипники, имеющие сколы, трещины, разрушение сепараторов, а также выкрашивание, раковины, глубокие риски и бринеллирование на беговых дорожках колец и роликах, забраковывать.
Уплотнительные кольца и "О"-кольца заменять при разрывах, износе, затвердевании и растрескивании рабочих кромок.
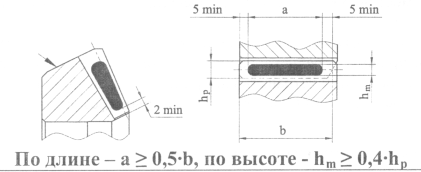
Если глубина утопливания головок заклепок крепления тормозных накладок менее 0,5 мм, то накладки следует заменить новыми.
Сборка и регулировка колесной передачи переднего моста
а) Общие требования к сборке
Все детали должны быть чистыми и без повреждений. Особое внимание следует обратить, чтобы болты и гайки были с предписанными механическими качествами.
При замене деталей новыми следует всегда руководствоваться каталогом запасных частей. Некоторые детали нельзя заменить в отдельности, а только в комплекте. Таковыми являются:
- комплект ступицы с держателем сателлитов;
- левый поворотный кулак с рычагом рулевого управления и рычаг рулевая трапеция - совместно расточены отверстия для втулок;
- правый поворотный кулак с крышкой и рычаг рулевая трапеция - совместно расточены отверстия для втулок;
- пара тормозных колодок.
При сборке некоторых деталей, одинаковых по внешнему виду, может произойти их неправильная перестановка. Это касается, прежде всего, нижней и верхней тормозной колодки и левого и правого тормозного кулака.
б) Замена тормозных накладок
Тормозные колодки разбираются после снятия колеса и тормозного барабана. При снятии пружины тормозных колодок не допускать их повреждения. Снять тормозные колодки и заклепать новые накладки с помощью приспособления для заклепки на прессе. При сборке не допускать перемены мест верхней и нижней тормозной колодки.
в) Предварительная сборка валов
- В подшипник кардана 7 (рис. 10.1), смазанного консистентной смазкой вложить фрикционную прокладку 8 (если она рифленая, то рифлением к днищу). Далее в подшипник вложить 41 иглу 9 3x23,8-11-1,5 CSN 02 3685, крышку роликов игольчатых 10, уплотнитель 11 и крышку уплотнителя 12 с последующей закаткой.
- Проверить исправность рабочих поверхностей ведущих полуосей, шарниров и крестовин.
- В вилку внутреннего ведущего вала запрессовать на глубину примерно половины гнезда собранный подшипник.
- Крестовину одним шипом продеть в свободное отверстие в вилке вала и противолежащий шип вложить в предварительно частично запрессованный подшипник. Подшипник затем напрессовать на полную глубину вплоть до канавки под стопорное кольцо и фиксировать стопорным кольцом 6.
- Запрессовать противолежащий подшипник. При сборке нужно выдержать осевой люфт каждого шипа в пределах 0,05-0,2 мм. Этот зазор обеспечивается путем выбора подшипников кардана ( клас В или С ) и применением приспособленных стопорных колец 52, которые ставятся в диапазоне толщины от 1,6 до 1,9 мм по 0,1 мм так, чтобы разность толщины противолежащих колец не превишала 0,1 мм. После фиксации шипа стопорным кольцами проверяется как осевой люфт, так и подвижность шипа.
- Отмеченным выше образом постепенно собираются подшипники и крестовина на внешний ведущий вал.
Внимание!: при сборке крестовин нужно у шипа со смазочным отверстием ставить подшипник кардана с установленной пресс-масленкой 13.
- Если собранный ведущий вал будет складироваться, то при монтаже и для первой смазки нужно применить пластическую смазку. Во время эксплуатации ведущие валы смазываются консистентной смазкой.
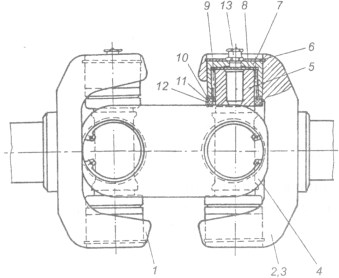
Рис. 10.1. Ведущий вал: 1 - вал ведущий внешний; 2 - вал ведущий внутренний левый; 3 - вал ведущий внутренний правый; 4 - шарнир; 5 - крестовина; 6 - стопорное кольцо; 7 - подшипник кардана; 8 - прокладка фрикционная; 9 - игла; 10 - крышка роликов игольчатых; 11 - уплотнитель; 12 - крышка уплотнителя; 13 - пресс-масленка.
г) Предварительная сборка ступицы дискового колеса Расчет прокладок
- В ступицу дискового колеса вставить болты 17 (рис. 7.61). С наружной стороны в ступицу запрессовать наружное кольцо роликового подшипника 30221, с внутренней стороны наружное кольцо подшипника 32221. Чтобы не перепутать кольца подшипников, следует перед сборкой маркировать наружные кольца подшипников соответствующими цифрами.
- Ступицу положить на внутреннее кольцо наружного подшипника (с использованием соответствующей прокладки) так, чтобы можно было замерять размеры, необходимые для расчета толщины прокладок, устанавливаемых между распорной втулкой и наружным подшипником. Эти прокладки обеспечивают регламентируемый натяг подшипников ступицы колеса, который должен быть от ± 0,05мм (рис. 10.2).
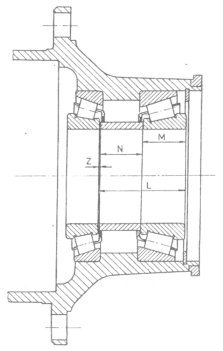
Рис. 10.2. Размеры для расчета сборки ступицы. L = M + N + Z + (± 0,05), Z = L - М - N - (± 0,05), где: L - общее расстояние между внутренними опорными поверхностями внутренних колец конических роликовых подшипников; М - ширина внутреннего кольца внутреннего конического роликового подшипника; N - длина распорной втулки; Z - толщина регулирующих прокладок.
Ориентировочные размеры L, М и N
размер | значение, мм | допуск, мм |
L | 97,5 | +0.8 -0.4 |
М | 50,0 | -0.2 |
N | 47,0 | -0,2 |
Упрощенный способ замера толщины регулировочных прокладок:
- распорные втулки вложить между внутренними кольцами подшипников, ступицу наложить на внутреннее кольцо внутреннего подшипника (с использованием подходящей прокладки) так, чтобы ступицу можно было свободно проворачивать
- глубиномером замерить расстояние от посадочной плоскости подшипника к распорной втулке, которую перед замером подвинуть между подшипниками так, чтобы на нее могло опираться острие глубиномера
- от замеренного значения отсчитать ширину внутреннего кольца наружного подшипника - итогом является расстояние зазора между кольцом подшипника и распорной втулки. Для необходимого натяга подшипников это значение уменьшить на ± 0,05мм, в результате чего получается необходимая толщина регулировочных прокладок.
Размеры регулирующих прокладок
Производственный № прокладки | толщина, мм |
325 - 00. 00. 07 | 0,15 |
41 - 096- 5101 | 0,3 |
41 - 097- 5101 | 0,5 |
41 -098 - 5101 | 1,0 |
д) Сборка поворотного кулака
- В вилки поворотных кулаков запрессовать подшипник RNU 210 с помощью приспособления (перечень специнструмента). После запрессовки манжеты В1 FUD 60-75-8 вложить в вилку собранные ведущие полуоси. Перед этим предварительно смазать шлицы для посадки в полуосевые шестерни и место установки манжеты.
- В поворотные кулаки запрессовать игольчатый подшипник NK 60/25 и уплотнительные кольца В1 FUD 60-72-8 и AS 70-80-7-10. На верхний палец вилки надеть резиновое кольцо 69,1x5,8-3, фрикционное кольцо и втулку. На нижний палец вилки запрессовать аксиальный роликовый подшипник 81 114 TN совместно с крышками и втулкой, причем все эти детали должны быть тщательно смазаны. Поворотный кулак надеть на внешний ведущий вал и приложить к вилке поворотного кулака. Установить рычаг рулевой трапеции с надетой крышкой, сверху установить рычаг рулевого управления или крышку. Верхние болты М20х1,5x70 затягивать с моментом 30 daNm, нижние болты M16x1,5x85 с моментом затяжки 16 daNm. Поворотный кулак должен плавно поворачиваться.
- Поворотный кулак с помощью подъемника приподнять так, чтобы полностью выбрать зазор между фрикционным кольцом и кольцами подшипника. Измерить расстояние между верхней плоскостью верхнего пальца вилки и верхней плоскостью поворотного кулака, увеличить его на 0,0 ...0,2 мм и установить регулировочные прокладки этой толщины, предварительно их смазав, на верхний палец вилки. Приложить шайбу и держатель тормозного цилиндра. Затянув болты M12x30 с моментом затяжки 7,5 daNm, обеспечить требуемый натяг в аксиальном подшипнике поворотного кулака (должен быть в диапазоне от 0,0...0,2 мм).
- В поворотный кулак запрессовать игольчатый подшипник RNA 4006 V с иглами, смазанными консистентной смазкой, с противоположной стороны вложить дистанционное кольцо и запрессовать второй игольчатый подшипник. Запрессовать резиновую манжету U 56x40x10,5. Тормозной кулак, смазанный маслом, вставить в поворотный кулак и постепенно надеть резиновое уплотнительное кольцо круглого сечения 39,1x5,8-3, крышку, кольцо опорное и кольцо стопорное. Втулки тормозных колодок смазать смазкой. Надеть тормозные колодки, фиксировать соединительными планками и стопорными кольцами. Надеть пружины колодок.
Внимание! При сборке не перепутать левый тормозной кулак с правым и нижнюю тормозную колодку с верхней.
е) Установка ступицы колеса на поворотный кулак
- После расчета толщины прокладок в ступицу вложить соответствующее внутреннее кольцо внутреннего подшипника, установить в канавку стопорное кольцо 40 и с помощью приспособления (перечень специнструмента) запрессовать уплотнение «Stefa» 1HHI 155x190х 17.54+HR.
- На цапфу поворотного кулака надеть "О"-кольцо 23 и уплотнительное кольцо для уплотнителя «Stefa». Установить ступицу в сборе и с помощью приспособления (перечень специнструмента) запрессовать внутреннее кольцо внутреннего подшипника. Надеть распорную втулку, рассчитанные регулировочные прокладки 44 (рис. 7-61) внутреннее кольцо наружного подшипника, который также запрессовать на поворотный кулак. В сборе проверить плавность проворачивания ступицу.
- На шлицы поворотного кулака установить соединитель 16, соединить с поворотным кулаком посредством гайки М90х2 45. Гайку фиксировать стопорным винтом М6х16 46, завертываемым до уровня гайки в ближайшую канавку соединителя. На зубья соединителя надвинуть колесо опорное колесной передачи 15.
- Обильно смазать консистентной смазки сателлиты. Вставить ролики игольчатые 113x13,8-1,5;-3,5. Сателлит вставить в картер колесной передачи между опорной шайбой 9, вставить ось сателлитов 11, осторожно запрессовав в картер колесной передачи до уровня бурта. Проверить плавность вращения всех сателлитов. Надеть уплотнительное “О”- кольцо, установить ступицу колеса и затянуть четыре винта.
- На внешний ведущий вал надеть ведущую шестерню колесного редуктора с кольцом фрикционным. Внешний ведущий вал с помощью лопатки надвинуть на кардан по направлению наружу так, чтобы в канавку на конце вала можно было вложить разъемное стопорное кольцо. После его установки вал задвинуть внутрь и кольцо тем самым будет фиксировано в выемке ведущей шестерни колесной передачи.
Расчет осевого люфта ведущих валов
- После установки левой и правой полуосей с ведущей шестерней в картер моста между крышкой и торцом полуоси необходимо отрегулировать зазор, который должен составлять 0,5...1,0 мм с каждой стороны. Для этого нужно, чтобы правая и левая полуоси соприкасались торцевыми поверхностями в межколесном дифференциале моста. Затем замерить расстояние А между плоскостью картера колесной передачи и наружным торцом каждой из полуосей с правой и с левой стороны. Далее вставить в проточку колесного крана запора воздуха упор толщиной равной величине: Б=А-(0,5...1,0) мм.
Контактирующие поверхности крышки и комплект держателя сателлитов смазать герметической смазкой, установить крышку и закрепить болтами M12x1,5x20.
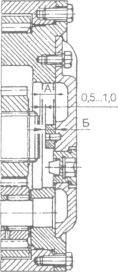
Рис. 10.3. Регулировка зазора между упором крышки водила и полуосью.
- Установить тормозной барабан на болт барабанный и закрепить болтами.
- Ввернуть в крышку колесной передачи 7 заливную и сливную пробки с уплотнительными кольцами.
- Заправить колесно-ступичную группу переднего моста маслом.
Сборка колесной передачи среднего и заднего мостов
а) Общие требования к сборке
Все детали должны быть чистыми и без повреждений. Особое внимание следует обратить, чтобы болты и гайки были с предписанными механическими качествами.
При замене деталей следует всегда руководствоваться каталогом запасных частей. Некоторые детали нельзя заменить в отдельности, а только в комплекте. Таковыми являются:
- маслосборочное кольцо;
- пара тормозных колодок.
При сборке некоторых деталей, одинаковых по внешнему виду, может произойти их неправильная перестановка. Это касается, прежде всего, нижней и верхней тормозной колодки и левого и правого тормозного кулака.
б) Замена тормозных накладок
Осуществляется также как и замена тормозных колодок переднего моста.
в) Сборка и регулирование узлов и подгрупп
- С помощью дорна Т17-1453 в комплект суппорта тормозных колодок запрессовать игольчатые подшипники 14 (рис. 7.62). Перед этим смазать иглы подшипников консистентной смазкой Литол-24.
- С обеих сторон подшипников запрессовать в суппорт колесных тормозов уплотнитель 13. Пространство между острыми кромками уплотнителя заполнить консистентной смазкой Литол-24.
- Ввести разжимной кулак 17, надеть опорное кольцо 15 и стопорное кольцо 16. Стопорение разжимных кулаков выполнить после монтажа автоматических регулировочных рычагов.
Рис. 10.4. Захват пружин тормозных колодок.
- В суппорте колесных тормозов собрать комплект тормозных колодок, установить соединительную планку 24 и законтрить стопорными шайбами 25. Приблизить тормозные колодки к эвольвенте разжимных кулаков и с помощью рычага Т17-414 поставить пружины тормозных колодок (рис. 10.4).
- С помощью болтов к собранному суппорту колесных тормозов закрепить предохранительные щиты.
- В ступицу колеса запрессовать наружные кольца конических роликоподшипников 27, добиваясь их равномерного прилегания. Не допускать перестановки колец подшипников. Для этого следует пометить внутренние и наружные кольца подшипников одинаковыми цифрами.
- Чтобы достичь при сборке конических роликоподшипников и ступицы колеса требуемого значения зазора в интервале ±0,05мм, необходимо рассчитать толщину регулировочных прокладок 9 между распорной втулкой 10 и внутренним кольцом конического роликоподшипника.
Толщина прокладок получается из соотношения:
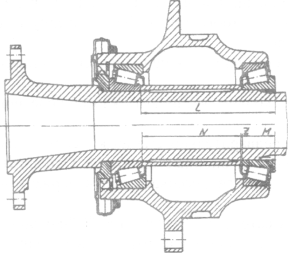
Рис. 10.5. Размеры для расчета сборки ступицы. L = М + N + Z - (±0,05), Z = L - М - N + (±0,05), где: L - общее расстояние между задними опорными поверхностями внутренних колец конических роликоподшипников; М - ширина внутреннего кольца конического роликоподшипника; N - длина распорной втулки; Z - толщина регулирующих прокладок.
Ориентировочные размеры L, М и N_
размер | значение, мм | допуск, мм |
L | 204,0 | +0,80 -0,60 |
М | 50,0 | -0.2 |
N | 153,0 | -0.5 |
Размеры регулирующих прокладок
Производственный № прокладки | толщина, мм |
325 - 00. 00. 07 | 0,15 |
41 - 096- 5101 | 0,3 |
41 -097- 5101 | 0,5 |
41 - 098 - 5101 | 1,0 |
- В ступицу колеса вставить болты 8.
- В собранную ступицу вложить соответствующее внутреннее кольцо внутреннего подшипника, установить в канавку стопорное кольцо 26 и с помощью дорна Т17-2241 напрессовать уплотнитель 23.
- На рукав моста 18 надеть уплотнительное "О"- кольцо 19 и комплект маслосборочного кольца 20.
- Установить ступицу в сборе и с помощью приспособления для монтажа ступицы Т17-2246 запрессовать внутреннее кольцо внутреннего подшипника. После удаление приспособления надеть распорную втулку, рассчитанные регулировочные прокладки 9 и внутреннее кольцо наружного подшипника, которое также напрессовать (рис. 7.62). В скрепленном состоянии проверить плавность проворачивания ступицы.
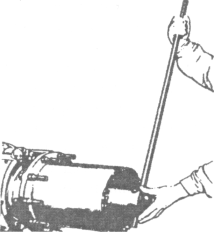
Рис. 10.6. Запрессовка внутреннего кольца наружного подшппника.
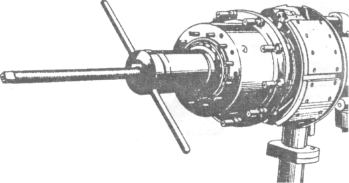
Рис. 10.7. Сборка соединителя.
- Следом за внутренним кольцом конического роликоподшипника надеть на шлицы рукава соединитель 29, легким постукиванием набить до упора в подшипник и укрепить гайкой с прорезями 30 с помощью ключа Т17-402 (рис. 10.6). Проверить прокручивание собранной ступицы. В гайку с прорезями завернуть стопорящий винт 31 так, чтобы его конец попал в шлицы соединителя (для этого необходимо, чтобы гайка была завернута в подходящем положении). Таким образом, гайка законтрена.
- Опорное колесо 32 установить гак, чтобы его шлицы зацепились со шлицами соединителя 29.
- К ступице колеса надеть уплотнительное “О”- кольцо, установить картер колесной передачи 6 и затянуть четыре винта.
- В сателлиты 7 вставить распорные втулки, предварительно смазав консистентной смазкой Литол-24, с обеих сторон игольчатые ролики 5 и опорные шайбы 4. Сателлиты последовательно вводятся в держатель сателлитов, затем запрессовать оси в держатель. Проверить плавность вращение всех сателлитов.
- На подготовленный таким образом держатель сателлитов надевается "О"-кольцо и весь комплект вводится в картер колесного редуктора. Необходимо следить за повреждением резинового "О"-кольца.
- После сборки затянуть болты с применением клея.
- Ввести полуось в рукав. Надеть ведущую шестерню колесной передачи 1 и застопорить стопорным кольцом 2. Подобрать размер опоры, гарантирующей требуемый аксиальный зазор полуоси. Подбор размера описан ранее в подразделе «Расчет осевого люфта ведущих в&тов».
- Контактирующие поверхности крышки и комплекта держателя сателлитов смазать герметической смазкой, установить крышку и закрепить болтами.
- Установить тормозные барабаны 11.
- Ввернуть в крышку колесной передачи 7 заливную и сливную пробки с уплотнительными кольцами.
- Заправить колесно-ступичную группу маслом.
Ремонт главной передачи ведущего моста
Снятие главной передачи переднего моста
- вывернуть пробку сливного отверстия и слить масло из картера главной передачи переднего моста. Очистить магнит пробки от металлических частиц и ввернуть пробку;
- закрыть краны запора воздуха централизованной системы регулировки давления в шинах всех колес;
- отвернуть гайки и вывернуть болт крепления защитного кожуха гибкого шланга подвода воздуха, снять пружинные шайбы и защитный кожух;
- вывернуть болты крепления крана, снять кран с прокладкой и отвести его в сторону;
- отвернуть гайки крепления колесно-ступичных групп (правой и левой) к картеру моста; отвести КСГ в сторону;
- ослабить гайки крепления колес;
- затормозить стояночной тормозной системой колеса заднего и промежуточного мостов, вывесить переднюю часть автомобиля и поставить подставки под раму;
- отвернуть гайки крепления колес и снять колеса;
- вынуть полуось с внутренним кулаком в сборе;
- отсоединить карданный вал привода переднего моста от фланца первичного вала главной передачи, отвернув гайки и вынув болты;
- отсоединить поперечную рулевую тягу, расшплинтовав и отвернув гайку левого шарового пачьца;
- отвернуть гайки шпилек крепления картера главной передачи к картеру моста;
- закатить тележку под автомобиль (с левой стороны). Вынуть главную передачу из картера моста, опустить ее на тележку и выкатить из-под автомобиля Камаз 6560.
Снятие главной передачи заднего (промежуточного) моста
- вывернуть пробку сливного отверстия и слить масло из картера моста. Очистить магнитную пробку от металлических частиц и ввернуть ее;
- закрыть краны централизованной системы регулировки давления в шинах всех колес;
- отвернуть гайки и вывернуть болт крепления защитного кожуха гибкого шланга подвода воздуха, снять пружинные шайбы и защитный кожух;
- вывернуть болты крепления корпуса крана, снять кран и отвести его в сторону;
- снять крышку водила;
- вынуть полуоси;
- отвернуть гайки крепления болтов фланца карданного вала привода промежуточного моста к фланцу главной передачи промежуточного моста, вынуть болты и отвести карданный вал в сторону;
- отвернуть гайки болтов крепления фланца карданного вала привода заднего моста к фланцу заднего (промежуточного) моста, вынуть болты и отвести карданный вал в сторону;
- отвернуть гайки крепления рычага верхней реактивной штанги, снять пружинные шайбы и разжимные втулки и отвести штангу вверх;
- отвернуть гайки шпилек крепления главной передачи, снять пружинные шайбы, разжимные втулки, тройник развода воздуха для подкачки шин заднего (промежуточного) моста;
- зачалить главную передачу за монтажную петлю и концы главной передачи, снять и установить ее на подставку.
Разборка главной передачи
Главную передачу разобрать на следующие сборочные единицы, предварительно слив масло из мостов в чистую посуду (для дальнейшего его использования):
- ведущая коническая шестерня;
- межколесный дифференциал. Следует помнить, что крышки подшипников межколесного дифференциала невзаимозаменяемые, поскольку они обработаны совместно с картером главной передачи;
- ведомое коническое зубчатое колесо.
При разборке нужно обязательно проверять осевые перемещения в указанных выше сборочных единицах, поскольку сборка должна обеспечивать обязательный предварительный натяг конических под шинников. После полной разборки детали главной передачи промыть и проверить.
а) Разборка ведущей конической шестерни главной передачи переднего и заднего моста (рис. 7.56):
- отвернуть гайку 1 крепления фланца;
- снять фланец 2;
- вывернуть болты крепления крышки стакана подшипников и снять крышку 3 с прокладкой;
- вывернуть болты крепления стакана подшипников 5, ввернуть два технологических болта;
- при помощи технологических болтов выпрессовать узел ведущей конической шестерни 7 из картера редуктора 8.
Для разборки узла необходимо:
- вынуть внутреннее кольцо наружного подшипника 4, регулировочную втулку 23 и далее ведущую коническую шестерню 7 с внутренним кольцом внутреннего подшипника 6.
б)Разборка межколесного дифференциала (рис. 7.56):
- вывернуть снять стопорные пластины;
- вывернуть болты 28 крепления крышек подшипника;
- снять крышки и регулировочные резьбовые гайки 9;
- вынуть дифференциал из главной передачи;
- снять стопорное кольцо и зубчатую муфту механизма блокировки с чашки дифференциала. При необходимости замены спрессовать подшипники 11 и 20 с чашек 14 и 19 дифференциала;
- вывернув болты крепления чашек дифференциала, разъединить чашки;
- вынуть крестовину 16 с сателлитами 15 и опорными шайбами 17, полуосевые зубчатые колеса 12 с опорными шайбами 13;
Контроль технического состояния
При осмотре деталей следует:
- проверить зубья и расположение пятна контакта на рабочих поверхностях зубьев конических зубчатых колес; при обнаружении недопустимого износа или повреждения (выкрашивания зубьев) детали заменить новыми. При неправильном зацеплении зубьев найти причину и устранить ее. В запасные части ведущее и ведомое конические зубчатые колеса поставляются комплектом, подобранным по шуму и пятну контакта, поэтому в случае повреждения одного из них надо заменять оба колеса;
- проверить зубья и пятно контакта на рабочих поверхностях зубьев цилиндрических зубчатых колес; при обнаружении недопустимого износа или повреждения (выкрашивания) зубьев детали заменить новыми;
- проверить состояние поверхности шипов крестовин, сателлитов и отверстий сателлитов межколесного дифференциала. При незначительных повреждениях можно отполировать поверхности мелкозернистой шлифовальной шкуркой, а при серьезных повреждениях детали заменить новыми. Аналогичным образом следует проверять состояние поверхностей шеек и торцов зубчатых колес полуосей, колес привода переднего, заднего и промежуточного мостов, межколесного дифференциала и их посадочных поверхностей в чашках дифференциала;
- проверить состояние поверхностей опорных шайб сателлитов, зубчатых колес полуосей и колес привода переднего, заднего и промежуточного мостов; при обнаружении незначительных повреждений устранить их, при необходимости детали заменить новыми;
- осмотреть все подшипники, они должны быть без износа, с гладкими рабочими поверхностями.
Сборка и регулировка главной передачи
а) Общие указания по сборке
Сборка должна производиться в условиях, исключающих возможность загрязнения деталей и сборочных единиц. Поступающие на сборку детали и сборочные единицы должны быть чистыми, без коррозии и, забоин и заусенцев, сварочных брызг.
Для обеспечения герметичности необходимо:
- фланцевые соединения с уплотнительными прокладками из паронита собрать с применением герметиков: Локтайт 5923 (производство Ирландия) или Анакрол-500 ТУ 2242-012-50686066-2005. Герметик нанести на обе стороны прокладки непосредственно перед ее установкой.
- фланцевые соединения, не имеющие прокладок, собрать с анаэробными герметиками: Локтайт 518 (производство Ирландия) или Анатерм 506 ТУ 2257-435-00208947-2005.
- сливные и заливные пробки, сапуны, предохранительные клапаны, болты, заворачиваемые в резьбовые отверстия, имеющие выход в полости деталей, заполненных смазочным материалом, установить с герметиком Локтайт 5061 ТТМ 37.104.17.005-2005 (допускается применение герметика Анакрол-500 ТУ 2242-012-50686066-2005).
Шпильки крепления картера редуктора заворачивать в картер моста с анаэробными герметиками:
- УГ-6 ТУ 2257-405-00208947-2004;
- Фиксатор-3 ТУ 2257-006-43007840-2006;
- Трибопласт-6 ТУ 2257-003-25669359-98.
Манжеты должны подаваться на сборку в таре, обеспечивающей отсутствие повреждений и загрязнения. Перед сборкой следует убедиться в целостности манжеты, а также в наличии на манжете пружин. Для обеспечения монтажа наружную поверхность манжет смазывают маслом И-12А ГОСТ 20799-88. Полость между рабочей кромкой и пыльником заполнить смазкой Литол-24 ГОСТ 21150-87.
При запрессовке подшипников не допускается передача усилия через ролики. Инструмент для запрессовки должен упираться непосредственно в запрессовываемое кольцо.
б) Требования к шестерням для сборки главной передачи
Конические шестерни после термообработки должны быть подобраны на контрольном станке в комплект по пятну контакта, шуму и боковому зазору.
Основным показателем, обеспечивающим долговечность шестерен, их приработку и бесшумную работу является форма, величина и расположение пятна контакта. Пятно контакта проверяется на контрольном станке при плавном возрастании тормозного усилия, прилагаемого к ведомому шпинделю станка. Контакт проверяется на краску для обеих сторон зуба и должен соответствовать изображенному в таблице 10.2.
Способы регулировки пятна контакта конической пары приведены в таблице 10.2.
Положение пятна контакта на зубьях ведомого колеса | Способ исправления до правильного контакта: | Направления перемещения колес |
|
| - |
| Придвинуть ведомую шестерню к ведущей. Если при этом получится малый боковой зазор в зацеплении, отодвинуть ведущую шестерню. |
|
| Отодвинуть ведомую шестерню от ведущей. Если при этом получится большой боковой зазор в зацеплении, придвинуть ведущую шестерню. |
|
| Придвинуть ведущую шестерню к ведомой. Если при этом боковой зазор в зацеплении будет мал, отодвинуть ведомую шестерню. |
|
| Отодвинуть ведущую шестерню колесо от ведомой. Если при этом боковой зазор в зацеплении будет велик, придвинуть ведомую шестерню. |
|
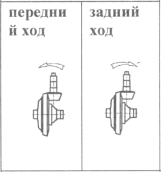

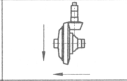

Для получения иеооходимого пятна контакта и достижения бесшумной раооты шестерен на контрольно-обкатном станке при подборе шестерен в пары допускается перемещение ведущей и ведомой шестерен на величину ±0,3 мм от их установочных расстояний (рис. 10.8). Знак «+» соответствует удалению ведущей шестерни от оси ведомой и приближению ведомой шестерни к оси ведущей.
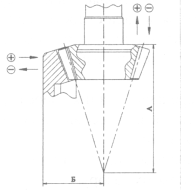
Рис. 10.8. Нулевое положение и направление сдвига ведущей и ведомой шестерен.
Установочные расстояния: ,А=160 мм, Б=114 мм
После подбора пары маркировать на переднем торце ведущей конической и заднем торце ведомой конической шестерен отклонение от установочного расстояния с соответствующим знаком, и порядковый номер комплекта пары. Способ маркировки должен обеспечивать четкость надписей при проведении регулировок подшипников и зацепления в главной передаче.
Примечание: величины отклонений маркируются в сотых долях миллиметра двухзначным числом (без целой части и запятой).
Например: «+30» означает «+0,3 мм». «-07» означает «-0,07 мм».
Порядковый номер комплекта маркируется трехзначным числом.
в) Сборка и регулировка ведущей конической шестерни
Сборку и установку ведущей конической шестерни производить в порядке, обратном ее разборке.
Подшипники ведущих конических шестерен должны быть отрегулированы с предварительным натягом. Регулировка подшипников производится подбором регулировочной втулки, устанавливаемой между внутренними кольцами подшипников.
Крутящий момент необходимый для проворачивания ведущей конической шестерни, должен составлять 0.8...2,5 Нм (0.08...0.25 кгсм).
Замер крутящего момента производить при непрерывном вращении в одну сторону и не менее чем после пяти полных оборотов вала. Гайка при этом должна быть затянута моментом 590...690 Н-м (60...70 кгс-м). Допускается использовать технологические гайку и упорную шайбу. Вместо момента затяжки гайки возможно создание усилия сжатия, которое эквивалентно вышеуказанному моменту. Усилие сжатия должно быть приложено к внутреннему кольцу наружного подшипника.
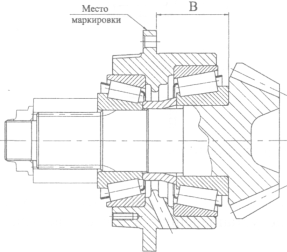
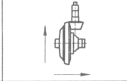
Рис. 10.9. Размер В на узле ведущей конической шестерни
При затяжке гайки необходимо проворачивать ведущую шестерню, чтобы ролики подшипников заняли правильное положение.
После регулировки узла ведущей конической шестерни замерить размер В (см. рис. 10.9) и маркировать его на цилиндрической поверхности фланцевой части стакана, например: размер В = 266,20 мм маркировать 266.20
г) Сборка межколесного дифференциала
Сборку и установку сборочной единицы межколесного дифференциала производить в порядке, обратном ее разборке. При сборке дифференциала устанавливать чашки только комплектно. Обе чашки должны иметь один номер комплекта. Полуосевые шестерни, шайбы, сателлиты и крестовину перед установкой окунуть в масло ТСп-15К ГОСТ 233-162-79. В собранном дифференциале шестерни должны плавно вращаться от руки, без заедания в каком-либо положении.
Момент затяжки самоконтрящихся болтов крепления чашек дифференциала должен составлять 98...122Н м (10...12,5кгс-м). Момент затяжки болтов крепления ведомой конической шестерни 180 - 200 Н м (18 - 20 кгс м).
д) Сборка главной передачи
Ведущая и ведомая конические шестерни должны подаваться на сборку комплектно в паре, подобранной по пятну контакта и боковому зазору. Номера комплектов, выбитые на ведущей и ведомой шестернях, устанавливаемых в главную передачу, собранной ведущей конической шестерни, и дифференциала должны совпадать.
Перед установкой ведущей шестерни со стаканом в сборе в картер редуктора необходимо определить толщину пакета регулировочных прокладок (рис. 7.56).
Для правильной регулировки зацепления необходимо установить ведущую коническую шестерню в картер редуктора в таком положении, в котором она находилась при прикатке и подборе конических пар (размер А, рис. 10.8).
Толщина пакета «S» регулировочных прокладок определяется по формуле:
S = [(А ± поправка) + В] - С где: А - см. рис. 10.8; В - см. рис. 10.9; С - действительный размер картера редуктора от переднего торца до оси ведомой конической шестерни (рис. 10.10).
С каждой стороны пакета обязательно должны быть установлены прокладки толщиной 0.05 мм - не менее 2 шт., и толщиной 0.1 мм не менее 2 шт. Остальные - по потребности.
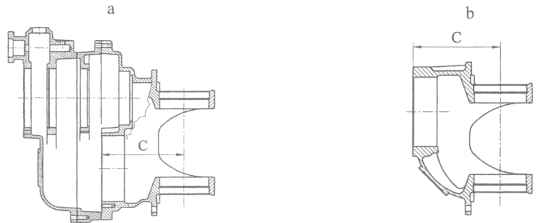
Рис. 10.10 Установочное расстояние в картере редуктора: a) среднего моста; b) заднего моста.
Болты крепления стакана ведущей конической шестерни должны быть затянуты моментом 98...122 Н м (10.. .12.5 кгс-м). Окончательно установленная в картере ведущая шестерня должна вращаться плавно без заеданий.
Установка собранного дифференциала в картер редуктора должна производиться после установки ведущей конической шестерни. После установки собранного дифференциала в гнездо картера редуктора регулировочные гайки должны быть завернуты от руки до полного прилегания к подшипникам, после чего ставятся крышки подшипников дифференциала.
Необходимо помнить, что крышки подшипников дифференциала невзаимозаменяемые, так как они обрабатываются в сборе с картером редуктора, поэтому каждую крышку необходимо устанавливать на то место, где она стояла при обработке картера. Во избежание повреждения резьбы на картере, крышках и гайках необходимо следить за совпадением резьбы на сопряженных деталях.
Подшипники дифференциала должны быть отрегулированы с предварительным натягом. Для регулировки подшипников дифференциала необходимо, равномерно с двух сторон затянуть регулировочные гайки до момента, при котором расстояние между крышками подшипников увеличится на 0,1...0,2 мм. Расстояние замерять между площадками для стопоров гаек подшипников дифференциала. Затяжка болтов крепления крышек подшипников дифференциала при регулировке преднатяга должна быть в пределах 343...392 Н м (З5...40кгс-м).
Перемещением ведомой шестерни регулировочными гайками установить боковой зазор 0.25...0.40 мм.
Проверить расположение и величину пятна контакта в зацеплении конических шестерен, боковой зазор в соответствии с указаниями таблицы 10.2.
Перемещение ведущей конической шестерни осуществляется за счет изменения количества регулировочных прокладок между картером редуктора и стаканом подшипников. При перемещении ведомой конической шестерни с помощью регулировочных гаек, необходимо одну из регулировочных гаек отвернуть на требуемое число пазов гайки, а другую завернуть на ту же величину, не нарушая регулировки подшипников и бокового зазора.
Регулировочные гайки стопорятся пластинами, а болты крышек подшипников дифференциала контрятся при помощи стопорных шайб и шплинта.
ж) Сборка межосевого дифференциала и ведущей цилиндрической шестерни среднего моста
При сборке межосевого дифференциала устанавливать чашки только комплектно. Обе чашки должны иметь один номер комплекта. В собранном дифференциале шестерни должны легко проворачиваться от руки, без заеданий. Момент затяжки самоконтрящихся болтов крепления чашек должен быть в пределах 54...69 Н м (5,5...7,0 кг. м).
Собрать механизм блокировки межосевого дифференциала. Установочный винт вилки блокировки и контргайка винта должны быть завернуты через отверстие под заливную пробку крышки картера.
При подаче воздуха под давлением 1.96 105 Па (2 кгс/см2) в камеру механизма блокировки вилка муфты включения блокировки должна переместиться в крайнее положение до упора в стенку крышки. Проверку производить при снятом датчике контроля включения блокировки. При этом шток должен во включенном состоянии полностью перекрывать отверстие установки контрольного датчика. При отключении воздуха вилка муфты должна возвратиться в исходное положение.
Отрегулировать работу выключателя блокировки установкой регулировочных прокладок. Уплотнительную прокладку установить между крышкой картера и регулировочной прокладкой.
Регулирование главной передачи заключается в регулировке предварительного натяга подшипников 8 и 24 (рис. 7.57) проходного вала 27, подшипников дифференциала, подшипников 15 и 19 ведущего конического зубчатого колеса 13, а также регулирование бокового зазора и пятна контакта конической пары.
Конические подшипники 8 и 24 проходного вала отрегулировать при помощи регулировочных прокладок 23, устанавливаемых под крышку 25 подшипника. Для этого установить коническую шестерню 10 привода заднего моста с наружным кольцом радиального подшипника 9 в картер редуктора и межосевой дифференциал, так чтобы головки болтов стягивающих чашки 3 и 7 находились со стороны конического подшипника 8. Далее установить промежуточный корпус картера редуктора с запрессованным наружным кольцом подшипника 2, на который установить ведущую цилиндрическую шестерню 1, так чтобы торцевая поверхность упиралась в крестовину 4 межосевого дифференциала. Соединить наружный корпус картера редуктора с собранным механизмом блокировки межосевого дифференциала. Потом вставить ведущий вал 27 с внутренним кольцом подшипников 9 и 24. Установить крышку 25 с запрессованным наружным кольцом подшипника 24 без регулировочных прокладок. Замерить величину зазора не менее, чем в трех местах равномерно расположенных по диаметру крышки и установить регулировочные прокладки.
Толщина регулировочных прокладок S определяется по формуле:
S= (А - 0,04) мм, где А - величина зазора
С каждой стороны пакета прокладок должны быть установлены прокладки толщиной 0,05 мм и 0,1 мм не менее 2 шт. Остальные - по потребности.
Затяжку болтов крепления крышки подшипника 25 производить моментом 59...88 Н М (6...9 кгс м).
Проверить крутящий момент, необходимый для проворачивания ведущего вала 27, который должен составлять 1,0...2,5 Н м (0,1...0,25 кгс м).
Для измерения крутящего момента необходимо установить технологический фланец, при котором манжета, установленная в крышке подшипника 25, не оказывает сопротивление вращению вала. Замер производить при непрерывном вращении в одну сторону и не менее, чем после пяти полных оборотов вала. Подшипники и трущиеся торцевые поверхности шестерен и крестовины необходимо смазать маслом ТСп-15К ГОСТ 233-162-79. При проверке момента вращения ведущего вала 27 ведущая цилиндрическая шестерня 20 привода среднего моста должна быть неподвижна, а манжеты, установленные в крышке переднего подшипника, не должны оказывать сопротивление вращению вала.
В остальном регулировка основных узлов осуществляется аналогично регулировке главной передачи заднего моста.