
Ремонт двигателя (часть первая)
РЕМОНТ ДВИГАТЕЛЯ
Общие указания
До истечения гарантийного срока не разбирайте двигатель (не снимайте головки цилиндров, масляный картер, не нарушайте пломбы топливного насоса высокого давления и не разбирайте его), в противном случае утрачивается право на гарантийный ремонт двигателя. При необходимости допускается заменять топливопроводы высокого и низкого давления, шланги, фильтры очистки масла, топлива и воздуха, водяной насос, вентилятор, выключатель гидромуфты, внешние крепежные детали, впускные воздухопроводы и выпускные коллекторы, водосборные трубы, форсунки, штанги толкателей, турбокомпрессоры;
Для разборки рекомендуется использовать поворотный стенд Р-770, на котором двигатель имеет возможность поворачиваться вокруг вертикальной и горизонтальной оси.
Перед установкой двигателя на стенд снимите масляный фильтр с теплообменником, вентилятор, выпускные коллекторы, кронштейны передних опор, стартер;
трущиеся поверхности деталей, кроме оговоренных особо, при сборке смазывайте моторным маслом;
при креплении деталей посредством резьбовых соединений, кроме указанных в тексте особо, обеспечьте момент затяжки согласно приложению 9;
неметаллические прокладки для удобства сборки, при необходимости, ставьте с нанесением на одну из сопрягаемых деталей консистентной смазки. Следите, чтобы прокладки равномерно прилегали к сопрягаемым поверхностям, были плотно зажаты и не выступали за контур сопряженных поверхностей;
при установке резиновые уплотнительные кольца и заходные фаски сопрягаемых деталей смазывайте консистентной смазкой;
не подгибайте шпильки при надевании на них деталей.
Рекомендации по снятию, установке и дефектовке деталей и узлов двигателя.
Для снятия шестерни привода топливного насоса в сборе с валом:
-выверните четыре болта крепления компрессора и снимите компрессор;
-выверните три болта крепления насоса гидроусилителя руля и снимите насос;
-ослабьте затяжку стяжного болта 10 (рис.Установка угла опережения впрыскивания топлива двигателя 740.13-260) или 6 (рис. Установка угла опережения впрыскивания топлива двигателей 740.11-240 и 740.14-300).
-снимите корпус заднего подшипника в сборе с манжетой;
-снимите шестерню привода топливного насоса высокого давления в сборе с валом (рис.Снятие шестерни привода ТНВД в сборе с вапом).
При сборке совместите метки на торцах шестерни привода и шестерни распределительного вала.
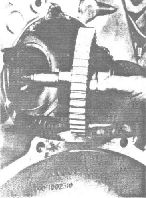
Снятие шестерни привода ТНВД в сборе с валом
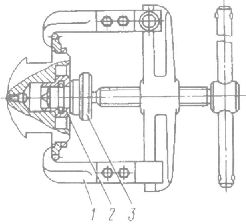
Для снятия гильзы цилиндра съемником 801.05.000 (рис.Снятие гильзы цилиндров съемником) сложите захват вдоль винта 1 и в таком виде вставьте его внутрь гильзы.
Зацепив захват за нижний торец гильзы 5, установите его перпендикулярно винту, после этого установите опоры 4 в отверстие на привалочной плоскости блока и, вращая рукоятку 2, выверните винт до полного снятия гильзы.
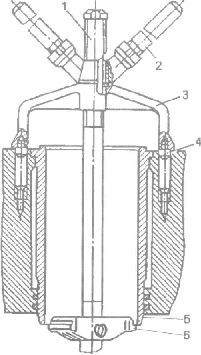
Снятие гильзы цилиндров съемником: 1 - винт; 2 - рукоятка; 3 - корпус; 4 - опора; 5 - гильза; 6 - захват.
Для снятия картера маховика:
-снимите компрессор (см. выше);
-снимите насос гидроусилителя руля (см. выше);
-выверните три болта и снимите рым задний;
-снимите скобы крепления трубки отвода топлива от форсунок;
-выверните болт крепления масляного щупа;
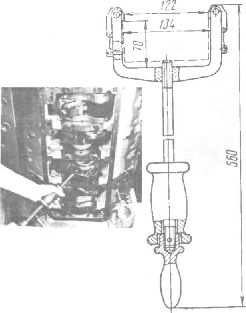
-выверните болты крепления маховика и монтажными болтами с резьбой М8 (рис. Снятие маховика монтажными болтами);

Снятие маховика монтажными болтами
-снимите маховик;
-выверните болты крепления картера маховика, снимите картер.
При установке картера маховика, для предохранения манжеты уплотнения хвостовика коленчатого вала, используйте оправку (рис.Оправка манжеты для установки картера маховика): при этом манжету обильно смажьте моторным маслом.
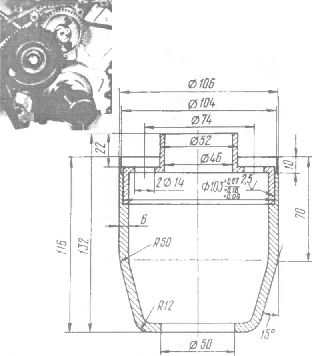
Оправка манжеты для установки картера маховика
Для ремонта коленчатого вала, блока и шатуна предусмотрено семь ремонтных размеров вкладышей (см. приложения 1 и 2). Обозначение вкладышей нанесено на его тыльной стороне.
Для снятия и разборки шатунно-поришевой группы:
-снимите головку цилиндра (см. «Механизм газораспределения»);
-удалите нагар с верхнего пояса гильзы;
-снимите крышку нижней головки шатуна съемником (рис. Снятие съемником нижней головки шатуна);
-извлеките поршень в сборе с шатуном из цилиндра;
-снимите поршневые кольца приспособлением (рис. Снятие поршневых колец съемником И801.08.000);
-выньте стопорные кольца из бобышек поршня щипцами И801.23.000;
-нагрейте поршень в масляной ванне до температуры 80 - 100°С;
-выньте поршневой палец.
При сборке и установке шатунно-поришевой группы:
-компрессионные кольца устанавливайте конической поверхностью (с клеймом ВЕРХ) к днищу поршня, на двигателях 740.13-260 и 740.14-300 верхнее кольцо устанавливается так, чтобы внутренняя выборка была расположена со стороны днища;
-маслосъемные кольца устанавливайте так: сначала встаньте в канавку пружинный расширитель, затем наденьте маслосъемное кольцо таким образом, чтобы стык расширителя находился диаметрально противоположно замку кольца; смежные кольца направьте замками в противоположные стороны;
Снятие съемником нижнем головки шатуна

Снятие поршневых колец съемником И801.08.000: 1 - поршень; 2 - кольцо; 3 - съемник
-поршень и шатун при сборке устанавливайте так, чтобы выточки А под клапаны в днище поршня и паз В в шатуне под замковый ус вкладыша были на одной стороне (см. рис. Установка поршня с шатуном и кольцами в сборе в гильзу цилиндров):
-не запрессовывайте палец в холодный поршень;
-при установке поршня в цилиндр предварительно вставьте его в обойму И801.00.000 (см рис.Установка поршня с шатуном и кольцами в сборе в гильзу цилиндров);
-индекс, выбитый на днище поршня, должен быть одинаковым с индексом, выбитым на торце гильзы, если не было замены поршня. Выточки под клапаны на днище поршня сместите в сторону развала блока цилиндров. Клейма спаренности из цифр на шатуне и крышке шатуна должны быть одинаковыми.
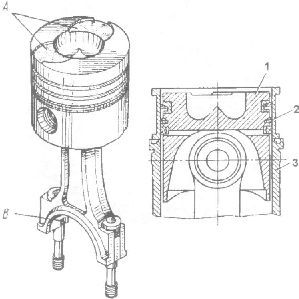
Установка поршня с шатуном и кольцами в сборе в гильзу цилиндров: 1 - поршень; 2 - обойма И801.00.01; 3 - гильза цилиндра
Для снятия коленчатого вала демонтируйте:
-шатунно-поршневую группу (см. выше);
-картер маховика;
-переднюю крышку блока с гидромуфтой в сборе;
-масляный насос с маслозаборником в сборе;
-крышки коренных опор;
-снимите коленчатый вал подъемником или талями, зацепив латунными крюками за первую и четвертую шатунные шейки.
При установке коленчатого вала на двигатель: совместите метки на шестернях привода агрегатов;
-обеспечьте соответствие размеров вкладышей размерам шеек вала;
-установите полукольца упорного подшипника так, чтобы стороны с канавками прилегали к упорным торцам вала (см. рис.Установка полуколец упорного подшипника коленчатого вала);
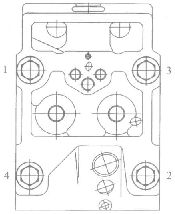
-проследите за совпадением номеров крышек коренных подшипников с порядковыми номерами опор на блоке цилиндров (см. рис.Установка крышек коренных опор)
-номера начинаются от переднего торца;
-болты крепления крышек коренных подшипников и стяжные болты блока затягивайте в такой последовательности:
1 Очистите от грязи резьбу в отверстиях блока и на болтах, смажьте моторным маслом резьбу на болтах, избыток масла удалите.
2. Установите по посадочным поверхностям плотно, без перекоса крышки коренных подшипников.
3. Вверните с установкой шайб 16x3 болты M16 крепления крышек, обеспечив предварительный момент затяжки 95-120 Н.м (9,6 - 12 кгс.м).
Установка полуколец упорного подшипника коленчатого вала: 1 - полукольцо; А - канавка.
4.Затяните окончательно болты крепления крышек, обеспечив момент затяжки 275-295 Н.м (28 - 30 кгс.м)
5.Вверните и затяните стяжные болты блока, обеспечив момент затяжки 147-167 Н.м (15-17 кгс.м). При затяжке болтов динамометрическим ключом сопротивление должно нарастать плавно, без рывков. Момент отсчитывайте при движении ключа. По окончании затяжки коленчатый вал должен свободно проворачиваться от усилия руки, приложенного к установочным штифтам маховика, осевой зазор в упорном подшипнике должен быть не менее 0,05 мм.
Установка крышек коренных опор: 1 - порядковый номер на крышке коренной опоры
Примечание: В переходный период освоения выпуска в составе двигателя может быть использован блок цилиндров с привертными направляющими толкателей, с втулками распределительного вала увеличенной размерности, без увеличенных маслоканалов, с моментами затяжки болтов крепления крышек коронных подшипников:
-предварительная затяжка - 95-120 Н.м (9,6-12 кгс.м);
-окончательная затяжка - 206-230 Н.м (21-23.5 кгс.м);
-стяжные болты затягиваются моментом 81-91 Н.м (8.2-9.2 кгс.м).
Для разборки и сборки коленчатого вала:
снимите передний и задний противовесы, а также ведущую шестерню коленчатого вала и шестерню привода масляного насоса съемником И801.01.000. Для снятия шестерни коленчатого вала и заднего противовеса лапы захватов 1 (см. рис. Снятне шестерни и заднего противовеса коленчатого вала съемником) заведите за край шестерни противовеса и зафиксируйте стопорами 5. Винт 3 через наконечник 2 уприте в торец коленчатого вала и, вращая рукоятку 6, вверните винт 3 в траверсу 4 до полного снятия шестерни.
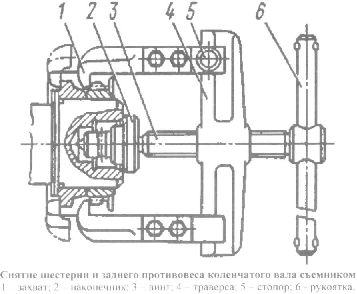
Для снятия шестерни привода масляного насоса и переднего противовеса коленчатого вала (рис. Снятие шестерни и заднего противовеса коленвала...) на наконечник 3 установите наконечник 2 и снимите шестерню аналогично снятию шестерни коленчатого вала;
Снятия шестерни привода масляного насоса и переднего противовеса коленчатого вала: 1- захват; 2 - наконечник; 3 - винт; 4 - траверса; 5 - стопор: 6 - рукоятка.
-выверните ввертыш;
-перед сборкой очистите маслоподводящие отверстия от отложений;
-промойте вал и продуйте каналы сжатым воздухом;
Примечание: при применении нового коленчатого вала необходимо вывернуть ввертыш, промыть вал, продуть каналы сжатым воздухом.
Сборку коленчатого вала производите в обратной последовательности, перед напрессовкой на коленчатый вал передний противовес, шестерню привода масляного насоса, задний противовес и ведущую шестерню коленчатого вала нагревайте до температуры 105 °С.
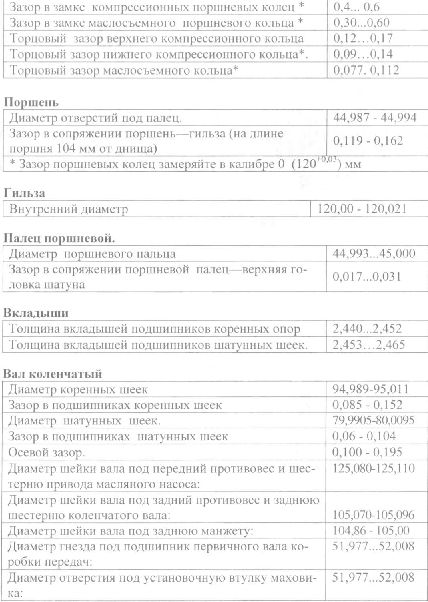
РАЗМЕРЫ ДЕТАЛЕЙ, мм
Кольца поршневые

Для снятия головки цилиндра при замене, а также устранения неисправностей клапанного механизма и цилиндро-поршневой группы:
-слейте охлаждающую жидкость из системы охлаждения двигателя:
-выверните болты крепления выпускного коллектора и снимите коллектор;
-выверните из снимаемой головки болты крепления впускного воздухопровода и водосборной трубы,
-ослабьте крепления этих же болтов на других головках с целью получения необходимого зазора для снятия *;
* Для снятия головок цилиндров правого ряда предварительно снимите с двигателя компрессор.
-снимите соединительный патрубок впускных воздухопроводов;
-отсоедините от головки все трубопроводы и защитите их полости от попадания пыли и грязи;
-снимите форсунку, предохраняя распылитель от ударов и засорения отверстий, крышку головки цилиндра, стойки вместе с коромыслами и штанги;
-ослабьте болты крепления головки цилиндра, соблюдая ту же последовательность, что и при затяжке (рис.Последовательность затяжки болтов крепления головки цилиндра), затем выверните их;
-снимите головку цилиндра с двигателя.
Последовательность затяжки болтов крепления головки цилиндра
При установке головки цилиндра обратите внимание на правильность монтажа прокладок. Болты крепления головки цилиндра затяните в три приема в последовательности, указанной на рис.Последовательность затяжки болтов крепления головки цилиндра. После затяжки болтов проверьте и, если необходимо, отрегулируйте тепловые зазоры между клапанами и коромыслами.
Для разборки и сборки клапанного механизма приспособлением И801.06.000 (см. рис. Разборка головкицилиндра в приспособлении И801.06. 000):
-установите на основание головку блока цилиндров так, чтобы штифты вошли в штифтовые отверстия головки;
-вращая вороток 2, вверните винт 1 и тарелкой 3 отожмите пружины клапанов;
-снимите сухари и втулки;
-выверните винт 1 из траверсы, снимите тарелку и пружины клапанов;
-выньте впускной и выпускной клапаны.
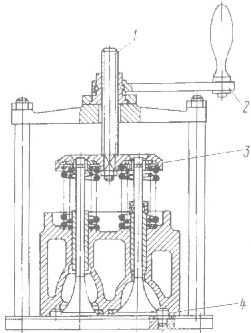
Разборка головки цилиндра в приспособленииИ801.06.000: 1 - винт; 2 - вороток; 3 - тарелка; 4 - штифт.
Размеры клапанов приведены в табл. «Клапаны».
При сборке клапанного механизма стержни клапанов смажьте дизельным маслом.
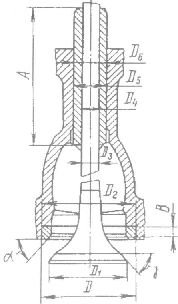
Размеры клапанов: А - длина направляющей; В - высота седла; Д - диаметр отверстия под седло; Д1| - диаметр тарелки; Д2- диаметр седла; Д3 - диаметр стержня; Д4 - внутренний диаметр направляющей; Д5 - наружный диаметр направляющей; Д6 - диаметр отверстия под направляющую; а - угол фаски седла; у - угол фаски клапана.
Для притирки клапанов:
-разберите клапанный механизм, как описано выше:
-приготовьте пасту из 1.5 частей (по объему) микропорошка карбида кремния зеленого, одной части дизельного масла и 0.5 части дизельного топлива. Перед применением притирочную пасту перемешайте (микропорошок способен осаждаться):
-нанесите на фаску седла клапана тонкий равномерный слой насты, смажьте стержень клапана моторным маслом. Притирку производите возвратно-вращательным движением клапана дрелью с присоской или приспособлением. Нажимая клапан, поверните его на 1/3 оборота, затем на 1/4 оборота в обратном направлении. Не притирайте клапаны круговыми движениями. Притирку продолжайте до появления на фасках клапана и седла равномерного матового пояска шириной не менее 1.5 мм (рис. Расположение матового пояска на седле клапана);
Клапаны
| Позиция на рис | Размеры клапана, мм | |
| впуска | выпуска | |
| А | 75 | 75 |
| В | 5,975...6,025 | 9,464... 9,536 |
| D | 55,15... 55,18 | 50,15...50,18 |
| D1 | 51,30... 51,60 | 46,25...46,50 |
| D2 | 55,00 ... 55,03 | 50,00...50,03 |
| D3 | 9,95 . .. 9,963 | 9,91... 9,93 |
| D4 | 10,000...10,022 | 10,000... 10,022 |
| D5 | 18,029.. .18,048 | 18,029...18.048 |
| D6 | 17,987...18,013 | 17,987...18,013 |
-по окончании притирки клапаны и головку цилиндра промойте дизельным топливом и обдуйте воздухом. Соберите клапанный механизм, как указано выше, и определите качество притирки клапанов проверкой на герметичность: установите головку цилиндра поочередно впускными и выпускными окнами вверх и залейте в них дизельное топливо. Хорошо притертые клапаны не должны пропускать его в местах уплотнения в течение 30с. При подтекании топлива постучите резиновым молотком по торцу клапана. Если подтекание не устраняется, клапаны притрите повторно.
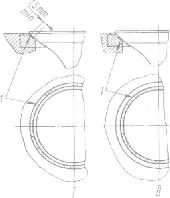
Расположение матового пояска на седле клапана: 1 - поясок притертый; I - правильное; II - неправильное
При необходимости качество притирки проверьте «на карандаш», для чего поперек фаски клапана мягким графитовым карандашом нанесите на равном расстоянии шесть-восемь черточек. Осторожно вставьте клапан в седло и, сильно нажав, проверните на 1/4 оборота, все черточки должны быть стертыми, в противном случае притирку повторите. При правильной притирке матовый поясок на седле головки должен начинаться у большего основания конуса седла, как показано на рис.
РАЗМЕРЫ ДЕТАЛЕЙ,мм
Вал распределительный
| Диаметр промежуточных опорных шеек. | 59,895 - 59,915 |
| Диаметр втулки промежуточных опорныхшеек | 60,00 - 60,03 |
| Диаметр задней опорной шейки. | 41,930-41,950 |
| Диаметр втулки задней опорной шейки. | 42,000 -42,015 |
| Зазор в сопряжении втулка промежуточные опорные шейкираспределительного вала: | 0,135 - 0,085 |
| Зазор в сопряжении втулка - задняя опорная шейкараспределительного вала: | 0,085 - 0,050 |
| Зазор в сопряжении торец корпуса заднего подшипника -ступица шестерни: | 0,15 0,30 |
| Детали ГРМ | |
| Диаметр стержня толкателя. | 21,993 - 21,972 |
| Диаметр отверстия направляющей толкателя | 22,000 - 22,023 |
| Зазор между стержнями толкателя инаправляющей: | |
| номинальный | 0,007 0,051 |
| Ззазор между стержнем и направляющей клапана (впуска,выпуска), мм. | 0,03 - 0,072 0,07 0,112 |
| Угол а фаски седла (впуска, выпуска) | 45° - 45°15 |
| Угол у фаски клапана (впуска, выпуска) | 44°45 - 45° |