
РЕМОНТ ДВИГАТЕЛЯ КАМАЗ
РЕМОНТ
При ремонте двигателя пользуйтесь следующими рекомендациями:
— до истечения гарантийного срока не разбирайте двигатель (не снимайте головки цилиндров, масляный картер, не нарушайте пломбы топливного насоса высокого давления и не разбирайте его), в противном случае утрачивается право на гарантийный ремонт двигателя. При необходимости допускается заменять топливопроводы высокого и низкого давления, шланги, фильтры очистки масла, топлива, и воздуха, водяной насос, вентилятор, выключательгидромуфты, внешние крепежные детали, впускные воздухопроводы и допускные коллекторы, водосборные трубы, форсунки, штанги толкателей, турбокомпрессоры;
— разберите двигатель на поворотном стенде Р-770 (рис. 76). Перед установкой двигателя на стенд снимите полнопоточный фильтр очистки масла, вентилятор, выпускные коллекторы в сборе с патрубками, кронштейны передних опор, стартер. Для установки двигателя на стенд в отверстия для трубопроводов предпускового подогревателя в блоке цилиндров установите и закрепите кронштейны, после этого вверните пальцы 7 до упора. Вокруг горизонтальной оси стенда двигатель поворачивайте вращением рукоятки червячного редуктора. Перед поворотом двигателя вокруг вертикальной оси стенда нажмите на педаль 3 фиксатора;
— трущиеся поверхности деталей, кроме оговоренных особо, при сборке смазывайте моторным маслом;
— при креплении деталей посредством резьбовых соединений, кроме указанных в тексте особо, обеспечьте момент затяжки согласно табл. 6;
— уменьшайте моменты затяжки на 10%, если
моторное масло применяется в качестве смазочного
материала;
—неметаллические прокладки для удобства сборки, при необходимости, вставьте с нанесением на одну из сопрягаемых деталей консистентной смазки. Следите, чтобы прокладки равномерно прилегали к сопрягаемым поверхностям, были плотно зажаты и не выступали за контур сопряженных поверхностей;
—при установке резиновые уплотнительные кольца и заходные фаски сопрягаемых деталей смазывайте консистентной смазкой;
—не подгибайте шпильки при надевании на них деталей;
—после ремонта сборочных единиц и замены их обкатайте двигатель на стенде, укомплектованном согласно требованиям ГОСТ 14846—69, в одном из приведенных ниже режимов в зависимости от замененных деталей:
1. После замены коленчатого вала, распределительного вала, одного или нескольких поршней или гильз, более половины вкладышей коренных или шатунных подшипников, а также более двух поршневых колец проведите приработку в основном режиме, включающем в себя «холодную» и «горячую» обкатку (табл. 7, 8). В начале «холодной» обкатки допускается температура масла, подаваемого в двигатель, 50 °С и выше. Давление масла в главной магистрали системы смазки не ниже 98,07 кПа (1 кгс/см2) при минимальной частоте вращения холостого хода и 392,3... 539,4 кПa (4 ... 5 кгс/см2) — при частоте вращения 2600 мин-1.
Перед «горячей» обкаткой проверьте, и при необходимости отрегулируйте тепловые зазоры в газораспределительном механизме, угол опережения впрыскивания топлива, затяжку болтов крепления головок цилиндров.
Выбрасывание и подтекание воды и топлива, а также прорыв газов в местах соединений не допускаются.
2. После замены менее половины вкладышей коренных или шатунных подшипников или по одному поршневому кольцу не более чем в двух цилиндрах проведите приработку в режиме «горячей» обкатки.
3. После замены головки цилиндра или других деталей, замена которых требует снятия головки, после снятия ее для осмотра деталей цилиндро-поршневой группы, а также замены масляного, водяного или топливного насосов, привода топливного насоса, шестерен распределения, манжет коленчатого вала, картера маховика, передней крышки блока проведите приработку двигателя в режиме, указанном в табл. 9.
4. После переборки без замены агрегатов, сборочных единиц, деталей проведите приработку двигателя в режиме согласно п. 3.
Обкатка двигателя должна всегда заканчиваться на автомобиле с соблюдением рекомендуемых скоростей движения, указанных в разделе «Обкатка автомобиля» Руководства по эксплуатации, прилагаемого к автомобилю.
Для снятия шестерни привода топливного насоса в сборе с валом:
— выверните четыре болта 4 (рис. 77) крепления компрессора и снимите компрессор; выверните три болта 3 крепления насоса гидроусилителя руля и снимите насос
— выверните два болта 4 (рис. 78) и два болта 1 крепления задних пластин, ослабьте затяжку стяжного болта 8 и снимите ведущую полумуфту 9 в сборе с фланцем 7 и передними пластинами 6, выверните два болта 3 и снимите задние пластины 11;
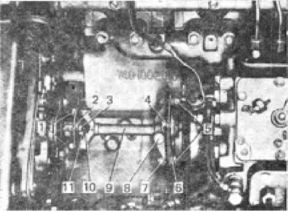
Рис. 78. Привод топливного насоса высокого давления: 1-болты крепления задних пластин; 2 - фланец задний ведущей полумуфты; 3, 4 - болты; 5 - болты крепления передних пластин; 6 - пластины передние; 7 - фланец передний полумуфты; 8 - болт стяжной; 9 - полумуфта ведущая; 10 - гайка; 11 - пластины задние
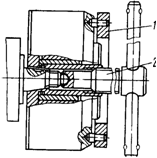
— отверните гайку 10 (см. рис. 78) и съемником 2 (рис. 79) снимите фланец 1 ведущей полумуфты 9 (см. рис. 78);— снимите корпус 1 (см. рис. 77) заднего подшипника в сборе с манжетой;
— снимите шестерню привода топливного насоса высокого давления в сборе с валом (рис. 80).
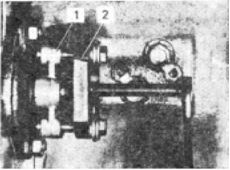
Рис. 79. Снятие фланца ведущей полумуфты съемником: 1 - фланец ведущей полумуфты; 2 - съемник
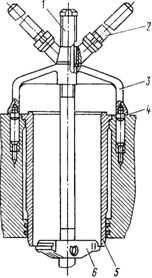
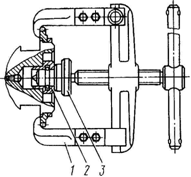
Рис. 81. Снятие гильзы цилиндрасъемником И801.05.000: 1 - винт; 2 -рукоятка; 3 - корпус; 4 -опора; 5 - гильза; 6 - захват
При сборке совместите метки на торцах шестерни привода и шестерни распределительного вала. Стяжной болт 8 (см. рис. 78) затяните после установки сборочной единицы на двигатель.
Для снятия гильзы цилиндра съемником И80 1.05.000 (рис. 81) сложите захват 6 вдоль винта 1 и в таком виде вставьте его внутрь гильзы.
Зацепив захват за нижний торец гильзы 5, установите его перпендикулярно винту, после этого установите опоры 4 в отверстие на привалочной плоскости блока и, вращая рукоятку 2, выверните винт до полного снятия гильзы.
Для снятия картера маховика:
— снимите компрессор (см. выше);
— снимите насос гидроусилителя руля (см. выше);
— выверните три болта 2 (см. рис. 77) и снимите рым задний; снимите скобы крепления трубки 5 отвода топлива от форсунок;
— выверните болт крепления масляного щупа; выверните болты крепления маховика и монтажными болтами с резьбой М8 (рис. 82) снимите маховик;
Таблица 6
Моменты затяжки резьбовых соединений
| Резьба | Моменты затяжки при классе прочностистали болта, Н.м (кгс.м) | |||
| Р50 | Р80 | Р100 | ||
| М6 | 10 | 3,73...4,61 | 6,28...7,75 | 8,73...10,79 |
| (0,38...0,47) | (0,64...0,79) | (0,89... 1,1) | ||
| М8 | 13 | 12,57...15,5 | 19,62...24,23 | 27,96...34,53 |
| (1,28...1,58) | (2...2,47) | (2,85...3,52) | ||
| М10x1,25 | 17 | 26,29...32,47 | 42,18...51,99 | 59,25...73,08 |
| (2,68...3,31) | (4,3...5,3) | (6,04...7,45) | ||
| M12x1,25 | 19 | 46,7...57,68 | 74,65...92,12 | 103,99...128,51 |
| (4,76...5,88) | (7,61...9,39) | (10,6...13,1) | ||
| М12x1,5 | 19 | 46,7...57,68 | 74,65...92,12 | 103,99...128,51 |
| (4,76...5,88) | (7,61...9,39) | (10,6...13,1) | ||
| М14x1,5 | 22 | 75,14...91,63 | 120,66...149,11 | 166,77...206,01 |
| (7,66...9,34) | (12,3...15,2) | (17... 21) | ||
| М16x1,5 | 24 | 83,39...103 | 179,52...221,71 | 250,16...309,02 |
| (8,5...10,5) | (18,3...22,6) | (25,5...31,5) | ||
| М18x1,5 | 27 | 120,66...149,11 | 258,98...319,81 | 366,89...453,22 |
| (12,3...15,2) | (26,4...32,6) | (37,4...46,2) | ||
| М20x1,5 | 30 | 170,69...210,92 | 362,97...448,32 | 513,06...633,73 |
| (17,4...21,5) | (37...45,7) | (52,3...64,6) | ||
| М22x1,5 | 32 | 225,63...278,6 | 483,63...597,43 | 683,76...844,64 |
| (23...28,4) | (49,3...60,9) | (69,7...86,1) | ||
| М24x2 | 36 | 286,45...355,12 | 615,09...760,28 | 867,2...1069,29 |
| (29,2...36,2) | (62,7...77,5) | (88,4...109) | ||
Примечания: 1. Класс стали болта нанесен на головке болта.
2. Класспрочностисталигайкинескольконижекласса
прочности болта.
3. Моментыприведеныдляболтовсерийногопроизводства
при отсутствии попадания на них смазочного материала.
Таблица 7
| Частота | Время, |
| вращения | мин |
| коленчатого | |
| вала,мин-1 | |
| 600 | 2 |
| 800 | 3 |
| 1000 | 6 |
| 1200 | 5 |
| 1400 | 5 |
Таблица 8
| Частота | Нагрузка, | Время, |
| вращения | Вт (л.с.) | мин |
| коленчатого | ||
| вала,мин-1 | ||
| 1400 | 0 | 10 |
| 1600 | 22065(30) | 10 |
| 1800 | 44130(60) | 10 |
| 2000 | 66195(90) | 10 |
| 2200 | 88260(120) | 10 |
| 2400 | 110325(150) | 5 |
| 2600 | 132390(180) | 5 |
Таблица 9
Обкатка после замены или снятия головки цилиндра
| Частота вращенияколенчатого | Нагрузка, кВт(л.с.) | Время,мин |
| вала,мин-1 | ||
| 1000 | 0 | 5 |
| 1800 | 66,2(90) | 10 |
| 2000 | 88,3(120) | 5 |
| 2200 | 110,3(150) | 5 |
| 2400 | 132,4(180) | 5 |
снимите картер.
При установке картера маховика, для предохранения манжеты уплотнения хвостовика коленчатого вала, используйте оправку (рис. 83); при этом манжету обильно смажьте моторным маслом.
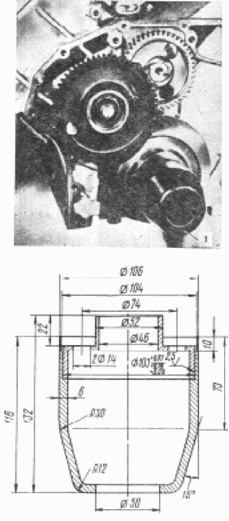
Рис. 83. Оправка манжеты для установки картера маховика: 1 - оправка
Для ремонта коленчатого вала, блока и шатуна предусмотрено семь ремонтных размеров вкладышей (см. табл. 10). Обозначение вкладышей соответствующей шейки, диаметр вала и диаметр постели в блоке или шатуне
нанесены на тыльной стороне вкладыша.
Для снятия и разборки шатунно-поршневой группы:
— снимите головку цилиндра (см. «Механизм газораспределения»);
— удалите нагар с верхнего пояса гильзы;
— снимите крышку нижней головки шатуна съемником (рис.84);
— извлеките поршень в сборе с шатуном из цилиндра;
— снимите поршневые кольца приспособлением И801.08.000 (рис. 85);
— выньте стопорные кольца из бобышек поршня щипцами И801.23.000;
— нагрейте поршень в масляной ванне до температуры 80... 100°С;
— выньте поршневой палец.
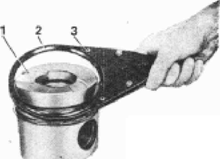
Рис. 85. Снятие поршневых колец съемником И801.08.000: 1 - поршень; 2 - кольцо; 3 - съемник
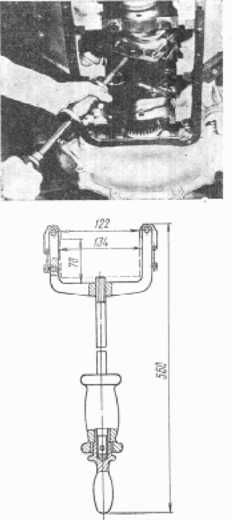
Рис. 84. Снятие крышки нижней головки шатуна съемником
Таблица 10
Ремонтные размеры вкладышей
| Параметры | Значения параметрав зависимости от ремонтного размера, мм | ||||||
| Диаметр шеек: | |||||||
| коренных | 94,485...94,500 | 93,985...94,000 | 94,985...95,000 | 94,485...94,500 | 93,985...94,000 | 93,485...93,500 | 92,985...93,000 |
| шатунных | 79,487...79,500 | 78,987...79,000 | 79,987...80,000 | 79,4.87...79,500 | 78,987...79,000 | 78,487...79,600 | 77,987...78,000 |
| Диаметр постели: | |||||||
| в блоке | 100+0,021 | 100+0,021 | 100,5+0021 | 100,5+0,021 | 100,5+0,021 | 100+0,021 | 100+0,021 |
| в шатуне | 8 5+0,01 | 85+0,01 | 85,5+0,01 | 85,5+0,01 | 85,5+0,01 | 85+0,01 | 85+0,01 |
| Обозначениевкла- | |||||||
| дышеи: | |||||||
| коренных: | |||||||
| верхнего | 740.1005170Р1 | 740.1005170Р2 | 740.1005170РЗ | 740.1005170Р4 | 740.1005170Р5 | 740.1005170Р6 | 740.1005170Р7 |
| нижнего | 740.1005171Р1 | 740.1005171Р2 | 740.1005171РЗ | 740.1005171Р4 | 740.1005171Р5 | 740.1005171Р6 | 740.1005171Р7 |
| шатунных | 740.1004058Р1 | 740.1004058Р2 | 740.1004058РЗ | 740.1004058Р4 | 740.1004058Р5 | 740.1004058Р6 | 740.1004058Р7 |
| Толщина вкла- | |||||||
| дышеи: | |||||||
| коренных | 2,690...2,702 | 2,940...2,952 | 2,690...2,702 | 2,940...2,952 | 3,190...3,202 | 3,190...3,202 | 3,440...3,452 |
| шатунных | 2,703... 2,715 | 2,953...2,965 | 2,703...2,715 | 2,953...2,965 | 3,203...3,215 | 3,203...3,215 | 3,453...3,465 |
Примечание: Допустимый зазор в ремонтируемых подшипниках коренных и шатунных шеек такой же, как и в новых.
При сборке и установке шатунно-поршневой группы:
— компрессионные кольца устанавливайте конической поверхностью (с клеймом ВЕРХ) к головке поршня;
— маслосъемные кольца устанавливайте так: сначала вставьте в канавку пружинный расширитель, затем наденьте маслосъемное кольцо таким образом, чтобы стык расширителя находился диаметрально противоположно замку кольца;
— смежные кольца направьте замками в противоположные стороны;
— поршень и шатун при сборке устанавливайте так, чтобы выточки А под клапаны в днище поршня и паз В в шатуне под замковый ус вкладыша были на одной стороне (рис. 86);
Рис. 86.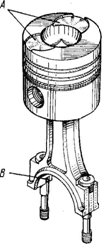 Поршень с шатуном в сборе
Поршень с шатуном в сборе
—не запрессовывайте палец в холодный поршень;
—при установке поршня в цилиндр предварительно вставьте его в обойму И801.00.000 (рис. 87);
—индекс, выбитый на днище поршня, должен быть одинаковым с индексом, выбитым на торце гильзы, если не было замены поршня. Выточки под клапаны на днище поршня сместите в сторону развала блока цилиндров. Клейма спаренности из цифр на шатуне и крышке шатуна должны быть одинаковыми.
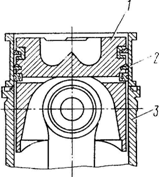
Рис. 87. Установка поршня с шатуном и кольцами в сборе в гильзу цилиндра: 1 - поршень; 2 - обойма И801.00.01; 3 - гильза цилиндра
Для снятия коленчатого вала демонтируйте:
—шатунно-поршневую группу (см. выше);
—картер маховика (см. «Блок цилиндров и привод агрегатов»);
—переднюю крышку блока с гидромуфтой в сборе (см. «Система охлаждения»);
—масляный насос с маслозаборником в сборе;
—крышки коренных опор;
— снимит коленчатый вал подъемником или талями, зацепив латунными крюками за первую и четвертую шатунные шейки.
При установке коленчатого вала на двигатель:
— совместите метки на шестернях привода агрегатов;
— обеспечьте соответствие размеров вкладышей размерам шеек вала (см. табл. 10);
— установите полукольца упорного подшипника так, чтобы стороны с канавками прилегали к упорным торцам вала (рис. 88);
— проследите за совпадением номеров крышек коренных подшипников с порядковыми номерами опор на блоке цилиндров (рис. 89) — номера начинаются от переднего торца;
— болты крепления крышек коренных подшипников и стяжные болты блока затягивайте, в такой последовательности:
1. Очистите резьбу в отверстиях и на болтах и смажьте ее, избыток масла удалите.
2. Установите по посадочным поверхностям плотно, без перекоса крышки коренных подшипников.
3. Вверните с установкой шайб 16х3 болты М16 крепления крышек, обеспечив момент затяжки 94,2... 117,7 Н.м (9,6... 12 кгс.м).
4. Затяните окончательно болты крышек, обеспечив момент затяжки 206... 230,5 Н.м (21... 23,5 кгс.м).
5. Вверните и затяните стяжные болты М12 блока, обеспечив момент затяжки 80,4... 90,2 Н.м (8,2... 9,2 кгс.м).
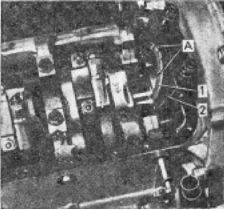
Рис. 88. Установка полуколец упорного подшипника коленчатого вала: 1 - полукольцо упорного подшипника нижнее; 2 - крышка задней коренной опоры; А -канавки на полукольце
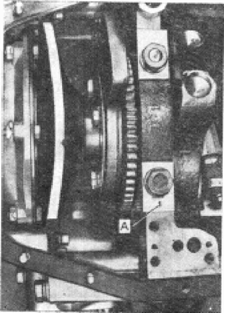
Рис. 89. Установка крышек коренных опор: А - порядковый номер (1) на крышке коренной опоры
При затяжке болтов динамометрическим ключом сопротивление должно нарастать плавно, без рывков. Момент отсчитывайте при движении ключа. По окончании затяжки коленчатый вал должен свободно проворачиваться от усилия руки, приложенного к установочным штифтам маховика, осевой зазор в упорном подшипнике должен быть не менее 0,05 мм.
Для разборки и сборки коленчатого вала:
— снимите передний и задний противовесы, а также ведущую шестерню коленчатого вала и шестерню привода масляного насоса съемником И801.01.000.Для снятия шестерни коленчатого вала и заднего противовеса лапы захватов 1 (рис. 90) заведите за край шестерни противовеса и зафиксируйте стопорами 5. Винт 3 через наконечник 2 уприте в торец коленчатого вала и, вращая рукоятку 6, вверните винт 3 в траверсу 4 до полного снятия шестерни.
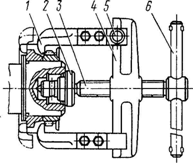
Рис. 90. Снятие шестерни и заднего противовеса коленчатого вала съемником И8О1.01.000: 1 - захват; 2 - наконечник; 3 - винт; 4 - траверса; 5 - стопор; 6 - рукоятка
Риc. 91. Снятие шестерни привода масляного насоса и переднего противовеса коленчатого вала съемником И801.01.000: 1-захват; 2, 3 - наконечники
Для снятия шестерни привода масляного насоса и переднего противовеса коленчатого вала (рис. 91) на наконечник 3 установите наконечник 2 и снимите шестерню аналогично снятию шестерни коленчатого вала;
—снимите заглушки, для этого вставьте в за глушку оправку с шипом, пробейте отверстие в донышке, одновременно осадив заглушку вниз на 4... 5 мм, захватите заглушку крючком за отверстие и выбейте;
— при наличии в масляной полости втулки центробежной очистки масла выбейте ее, захватив крючком за маслоподводящее отверстие внутри втулки;
— выверните ввертыш;
— перед сборкой очистите полости шеек от отложений; промойте вал и продуйте каналы сжатым воздухом.
Собирайте вал в обратной последовательности, при этом новые заглушки устанавливайте двумя оправками, одной (рис. 92) запрессуйте заглушку в полость шатунной шейки до упора; другой развальцуйте буртик заглушки
(рис. 93). Проверьте герметичность заглушек опрессовкой полостей дизельным топливом под давлением 196,1 кПa (2кгс/ см2). Допускаемое подтекание не более 20 г/мин на заглушку. Для удаления топлива продуйте каналы и полости.
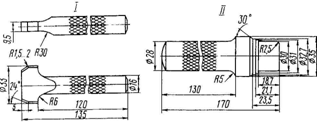
Рис. 92. Оправки для установки заглушки в шатунной шейке коленчатого вала: I - оправка для развальцовки; II - оправка для запрессовки
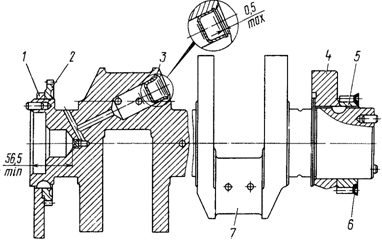
Рис. 93. Коленчатый вал в сборе: 1 - противовес передний; 2 - колесо зубчатое привода масляного насоса; 3 - заглушка шатунной шейки; 4 - противовес задний; 5 - колесо зубчатое ведущее; 6 - маслоотражатель; 7 - вал коленчатый
Не устанавливайте использованные заглушки повторно;
— перед напрессовкой на коленчатый вал передний противовес, шестерню привода масляного насоса, задний противовес и ведущую шестерню коленчатого вала нагревайте до температуры 105°С.
Для снятия головки цилиндра при замене, а также устранения неисправностей клапанного механизма и цилиндро-поршневой группы:
— слейте охлаждающую жидкость из системы охлаждения двигателя;
— выверните болты крепления выпускного коллектора и снимите коллектор;
— выверните из снимаемой головки болты крепления впускного воздухопровода и водосборной трубы, ослабьте крепления этих же болтов на других головках с целью получения необходимого зазора для их снятия*;
* Для снятия головок цилиндров правого ряда предварительно снимите с двигателя компрессор
— снимите соединительный патрубок впускных воздухопроводов;
— отсоедините от головки все трубопроводы и защитите их полости от попадания пыли и грязи;
— снимите форсунку, предохраняя распылитель от ударов и засорения отверстий, крышку головки цилиндра, стойки вместе с коромыслами и штанги;
— ослабьте болты крепления головки цилиндра, соблюдая ту же последовательность, что и при затяжке (рис. 94), затем выверните их;
— снимите головку цилиндра с двигателя. При установке головки цилиндра обратите внимание на правильность монтажа прокладок. Болты крепления головки цилиндра затяните в три приема в последо вательности, указанной на
рис. 94. После затяжки болтов проверьте и, если необходимо, отрегулируйте тепловые зазоры между клапанами и коромыслами.
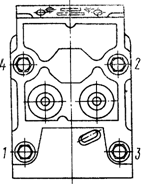
Рис. 94. Порядок затяжки болтов (1... 4) крепления головки цилиндра
Рис. 95. Разборка головки цилиндра в приспособлении И801.06.000: 1 - винт; 2 - вороток; 3 - тарелка; 4 - штифт
Для разборки и сборки клапанного механизма приспособлением И801.06.000 (рис. 95):
— установите на основание головку блока цилиндров так, чтобы штифты вошли в штифтовые отверстия головки;
— вращая вороток 2, вверните винт 1 и тарелкой 3 отожмите пружины клапанов;
— снимите сухари и втулки;
— выверните винт 1 из траверсы, снимите тарелку и пружины клапанов;
— выньте впускной и выпускной клапаны. Размеры клапанов приведены в табл. 11.
При сборке клапанного механизма стержни клапанов отграфитируйте или смажьте дизельным маслом. Для притирки клапанов:
— разберите клапанный механизм, как описано выше;
— приготовьте пасту из 1,5 частей (по объему) микропорошка карбида кремния зеленого, одной части дизельного масла и 0,5 части дизельного топлива. Перед применением притирочную пасту перемешайте (микропорошок
способен осаждаться);
— нанесите на фаску седла клапана тонкий равномерный слой пасты, смажьте стержень клапана моторным маслом. Притирку производите возвратно-вращательным движением клапана дрелью с присоской или приспособлением. Нажимая клапан, поверните его на 1/3 оборота, затем — на 1/4 оборота в обратном направлении. Не притирайте клапаны круговыми движениями. Притирку продолжайте до появления на фасках клапана и седла равномерного матового пояска шириной не менее 1,5 мм (рис. 96);
— по окончании притирки клапаны и головку цилиндра промойте дизельным топливом и обдуйте воздухом. Соберите клапанный механизм, как указано выше, и определите качество притирки клапанов проверкой на герметичность: установите головку цилиндра поочередно впускными и выпускными окнами вверх и залейте в них дизельное топливо. Хорошо притертые клапаны не должны пропускать его в местах уплотнения в течение 30 с. При подтекании топлива постучите резиновым молотком по торцу клапана. Если подтекание не устраняется, клапаны притрите повторно.
При необходимости качество притирки проверьте «на карандаш», для чего поперек фаски клапана мягким графитовым карандашом нанесите на равном расстоянии шесть-восемь черточек. Осторожно вставьте клапан в седло и,
сильно нажав, проверните на 1/4 оборота, все черточки должны быть стертыми, в противном случае притирку повторите.
При правильной притирке матовый поясок на седле головки должен начинаться у большего основания конуса седла, как показано на рис. 96.
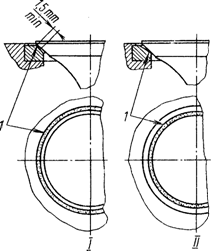
Рис. 96. Расположение матового пояска на седле клапана: 1 - поясок притертый; I - правильное; II - неправильное
Для разборки, сборки и проверки масляного насоса:
— слейте масло из картера, выверните болты крепления и снимите картер;
— снимите всасывающую трубку 1 (рис. 98) с фланцем, кронштейном и чашкой в сборе и трубку подводящую клапана системы смазывания;
— выверните болты крепления масляного насоса 3, снимите насос; снимите шестерню 4 масляного насоса съемником И80 1.02.000 (рис. 99), для этого болты 3 вверните до упора их в шестерню 5, винт 1 уприте в
торец вала. Вращая рукоятку, вверните винт в траверсу до полного снятия шестерни;
— выверните болты крепления нагнетающей и радиаторной секций масляного насоса и разберите его;
— замерьте радиальный и торцовый зазоры нагнетающей и радиаторной секций, зазоры в зацеплении зубьев шестерен в радиаторной и нагнетающей секциях, между ведущим валом и отверстием в корпусе,
между осью и шестерней. При необходимости замените изношенные детали;
— при сборке насоса не допускайте повторное использование отгибных шайб. После сборки насоса валик должен проворачиваться от руки плавно, без заеданий;
— испытайте насос с использованием моторного масла М10Г2К при температуре 80... 85°С. При вращении вала с частотой 2750... 2800 мин-1 и разрежении на всасывании 11,99... 14,67 кПa
(90... 110 мм рт. ст.) производительность нагнетающей секции должна быть не менее 82 l/мин (при давлении на выходе из насоса 343,2... 392,3 кПa (3,5... 4 кгс/см2) и радиаторной секции — не менее 27 l/мин
(при давлении на выходе из насоса 686,5... 735,3 кПa (7... 7,5 кгс/см2);
— проверьте клапаны насоса на давление начала открытия, которое зафиксируйте по началу вытекания струи масла нз отверстия за клапаном. Регулирование считается правильным (при использовании не
более трех регулировочных шайб), если давление начала открытия 834... 932 кПa (8,5... 9,5 кгс/см2) у предохранительных клапанов нагнетающей и радиаторной секции, 392... 441 кПa (4... 4,5 кгс/см2) —
у клапана системы смазывания.
Рис. 98. Вид двигателя снизу со снятым масляным картером: 1 - трубка всасывающая; 2 - трубка подводящая клапана системы смазывания; 3 - насос масляный; 4 -шестерня ведомая привода масляного насоса
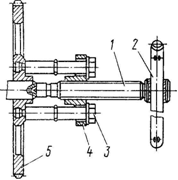
Рис. 99. Снятие ведомой шестерни привода масляного насоса съемником И801.02.000: 1 - винт; 2 - рукоятка; 3 - болт; 4 - траверса; 5 - шестерня
Таблица 11
Клапаны
| Позиция | Размеры клапана,mm | |
| на рис89 | впуска | выпуска |
| А | 75 | 75 |
| В | 5,000...4,975 | 6,000...5,975 |
| D | 55,105...55,075 | 52,105...52,075 |
| D | 51,30...51,50 | 46,33...46,50 |
| D | 55,00...55,03 | 52,00...52,03 |
| D | 9,95...9,97 | 9,91...9,93 |
| D | 10,000...10,022 | 10,000...10,022 |
| D | 18,029...18,048 | 18.029...18,048 |
| 18,000...18,019 | 18,000...18,019 | |
При несоответствии давления начала открытия клапанов требуемым величинам, замените пружины клапанов.
Для разборки, сборки и проверки работы центробежного фильтра:
—выверните болты и снимите фильтр с двигателя;
—отверните гайку крепления колпака фильтра и снимите колпак;
— поверните ротор вокруг оси так, чтобы стопорные пальцы вошли в отверстие ротора;
— отворачивая гайку крепления колпака ротора, снимите колпак и промойте его;
— отверните гайку крепления ротора на оси, снимите ротор, после чего снимите упорный подшипник.
Замерьте диаметры оси и втулок ротора, изношенные детали замените. Ротор заменяйте комплектно с колпаком.
При сборке фильтра упорный подшипник установите так, чтобы кольцо с большим внутренним диаметром было снизу. Метки на колпаке ротора и роторе совместите.
После сборки ротор фильтра должен вращаться на оси легко, без заеданий, частота вращения его должна быть не менее 5000мин-1 при перепаде давления в фильтре не более 490 кПa (5 кгс/см2) и давления на
выходе до 98 кПa (1 кгс/см2);
— проверьте клапаны (фильтра на давление начала открытия, момент которого зафиксируйте по началу вытекания струи масла из отверстий за клапанами. Регулирование считается правильным
(при использованиине более трех регулировочных шайб), если давление начала открытия 588... 637 кПa (6... 6,5кгс/см2) — у перепускного клапана, 49... 69 кПa (0,5...0,7 кгс/см2) у сливного клапана.
При других величинах давления начала открытия замените пружины клапанов.
Для разборки, сборки и проверки работы полнопоточного фильтра очистки масла:
— выверните сливные пробки на колпаках и слейте масло из фильтра; выверните болты крепления и снимите фильтр; снимите колпаки с фильтроэлементами; выверните резьбовые втулки на корпусе.
При наличии в корпусе трещин, сколов, сквозных раковин и других дефектов замените корпус;
— собранный фильтр проверьте на герметичность, для этого через впускное отверстие подведите воздух под давлением не менее 490 кПa (5 кгс/см2) и опустите фильтр в воду, температура которой
должна быть не ниже 60 °С.
Если негерметичность в соединениях между колпаками и корпусом невозможно устранить подтяжкой болтов, замените прокладки колпаков;
— проверьте давление начала открытия перепускного клапана и срабатывания сигнализатора засоренности фильтра. Работу датчика светового сигнализатора проверяйте в электроцепи с напряжением:
12 и 24 В. Момент открытия клапана зафиксируйте поначалу вытекания струи масла из отверстия за клапаном. Регулирование считается правильным (при использовании не более трех регулировочных шайб),
если давление начала открытия клапана 245... 294 кПa (2,5... 3 кгс/см2), давление срабатывания сигнализатора (загорания контрольной лампочки) равно или меньше давления открытия перепускного клапана,
но не ниже 196 кПa (2 кгс/см2). Если величина давления начала открытия не соответствует требуемой, замените пружину клапана.
Для снятия топливного насоса высокого давления: — отсоедините тросики ручного управления рычагом останова двигателя и рычагом управления регулятором, тягу управления подачей топлива, трубопроводы подвода топлива к насосу, отводящий, дренажный трубопроводы и трубопровод от фильтра тонкой очистки топлива, трубку для подвода масла к насосу, маслоотводящую трубку;
— выверните стяжной болт переднего фланца ведущей полумуфты, два болта ведомой полумуфты (для выворачивания болтов переведите их в удобное положение, провернув коленчатый вал ломиком за
отверстия на маховике через люк картера сцепления);
—отсоедините трубопроводы, подводящие топливо к штифтовым свечам, трубопроводы высокого давления (снимите их), трубку подвода воздуха к клапану вспомогательной тормозной системы;
—выверните четыре болта крепления топливного насоса;
—снимите насос.
Для установки топливного насоса высокого давления:
— проверните коленчатый вал до положения, соответствующего началу впрыскивания топлива в первом цилиндре (фиксатор находится в зацеплении с маховиком); при этом риска на заднем фланце 4
(см. рис. 65)ведущей полумуфты привода должна находиться вверху;
—установите насос на двигатель, совместив при этом метки III и II на корпусе насоса и муфте опережения впрыскивания топлива соответственно;
—затяните болты крепления насоса, как показано на рис. 100;
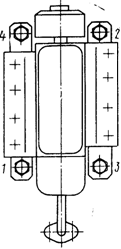 Рис. 100. Порядок затяжки болтов (1... 4) кpeпления топливного насоса высокого давления
Рис. 100. Порядок затяжки болтов (1... 4) кpeпления топливного насоса высокого давления
— не нарушая взаимного расположения меток, затяните верхний болт ведомой полумуфты привода, переставьте фиксатор в мелкий паз, проверните коленчатый вал на один оборот и затяните второй болт
ведомой полумуфты. Затяните стяжной болт переднего фланца полумуфты;
— установите крышку люка картера сцепления;
— подсоедините трубопроводы высокого давления, маслоподкачивающую и маслоотводящую трубки, трубку подвода воздуха к клапану вспомогательной тормозной системы, трубопроводы низкого давления,
тягу управления подачей топлива, тросики ручного управления рычагом останова и рычагом управления регулятором.
После установки топливного насоса высокого давления пустите двигатель и болтом 5 (см. рис. 45) отрегулируйте минимальную частоту вращения холостого хода, которая не должна превышать 600 мин-1.
При ремонте топливного насоса высокого давления:
— корпус насоса, имеющий трещины и срывы основных резьб, замените;
---к дефектам втулки плунжера отнесите скалывание и выкрашивание металла у отверстий, задиры, царапины, износ рабочей поверхности, увеличение диаметра впускного и отсечного окон, трещины и
ослабление в местах посадки (скалывание, выкрашивание металла и трещины являются неисправимыми дефектами). Износ рабочей поверхности втулки плунжера измерьте с точностью до 0,001 мм,
овальность, конусность и увеличение отверстия втулки — микрометрическим или индикаторным прибором для измерения внутренних поверхностей с ценой деления до 0,001 мм и конусными калибрами;
— к дефектам плунжера отнесите выкрашивание металла на кромках винтового паза, износ кромок паза, задиры и царапины на рабочей поверхности, износ рабочей поверхности и трещины. Искажение
геометрии плунжера, выявите миниметром с точностью до 0,001 мм при установке его стрелки на нуль по исходному образцу или калибром в виде конусной втулки;
— величину зазора в плунжерной паре проверьте на спрессованном стенде с падающим грузом. Перед испытанием детали пары тщательно промойте в профильтрованном дизельном топливе. Плунжерную
пару установите в гнездо стенда, плунжер — в положение максимальной подачи. Надплунжерное пространство заполните профильтрованным дизельным топливом. Установите на торец втулки
уплот-нительную пластину, зажав ее винтом, затем отпустите защелку груза. Под действием его через зазор в паре постепенно начнет выдавливаться топливо — чем больше зазор, тем быстрее. Величина
нагрузки на плунжер должна соответствовать величине давления топлива 19,1... 20,1 МПа (195... 205 кгс/см2). Полное поднятие плунжера до момента отсечки под действием нагрузки, сопровождаемое
выжиманием топлива через зазор между втулкой и плунжером, должно происходить не менее чем за 20 с.
Установите плунжерную пару с временем поднятия плунжера до отсечки более 40 с, смоченную профильтрованным дизельным топливом, в вертикальное положение на торец втулки, предварительно
подложив лист чистой бумаги. После пятиминутной выдержки при поднятии пары за хвостовик плунжера втулка должна опускаться с плунжера, под действием собственной массы;
— толкатель плунжера установлен в отверстие корпуса насоса с номинальным зазором 0,025... 0,077 мм. Предельно допустимый зазор при эксплуатации 0,2 мм. Измерьте наружный диаметр толкателя
плунжера, микрометром или скобой 30,91;
—в сборочной единице ролик толкателя — втулкаролика — ось ролика основным дефектом является износ сопрягаемых поверхностей. Номинальный суммарный зазор 0,029... 0,095 мм, предельно
допустимый 0,3 мм (замерьте индикаторной головкой). Еслиизнос превышает указанный предел, толкатель разберите и отремонтируйте; при этом замеры производите раздельно. Предельно допустимый зазор в
соединении ось ролика — втулка ролика при износе поверхностей 0,12 мм, в соединении втулка ролика
— ролик толкателя — 0,18 мм. Наружные поверхности деталей замерьте микрометром, внутренние —нутромером с индикатором.
При повторной сборке толкателя сохраните величину исходного натяга в соединении ось ролика толкателя — толкатель плунжера по отверстию, в которое запрессовывается ось ролика и который составляет
0,005... 0,031 мм. Величину исходного натяга обеспечьте подбором оси ролика по отверстию в корпусе толкателя из разных комплектов. Предельно допустимый наружный диаметр ролика толкателя 19,9 мм
при номинальном 19,955... 20,000 мм;
— на поверхности кулачкового вала не допускаются выкрашивание металла, задиры, срывы резьб, следы коррозии. Предельно допустимая высота профиля кулачка не менее 41,7 мм при номинальной
41,95... 42,05 мм. Замеры произведите скобой 41,7;
— диаметр шейки под внутренние кольца подшипников должен быть не менее 20,0 мм при номинальном 20,002... 20,017 мм, натяг по уплотняющей кромке манжеты — не менее 0,5 мм;
— на поверхности нагнетательного клапана не допускаются трещины, вмятины, следы коррозии. Износ клапана проявляется в потере герметичности по уплотняющему конусу, в заедании клапана в седле.
Для обнаружения дефектов используйте лупу десятикратного увеличения. При потере герметичности совместно притрите седло и клапан по конусу пастой 3 m ГОСТ 3647—71, при заедании клапана в седле
детали промойте бензином или дизельным топливом. Если заедание не устраняется, пару замените;
— предельно допустимый зазор в сопряжении палец рычага реек — паз рейки 0,18 мм при номинальном 0,025... 0,077 мм, предельно допустимый зазор в сопряжении ось поводка поворотной втулки 10
(см. рис. 39)
— паз рейки топливного насоса — 0,3 мм при номинальном 0,117... 0,183 мм. Для замера пазов применяйте нутромер.
При ремонте регулятора частоты вращения:
— замените верхнюю и заднюю крышки регулятора, если имеются трещины на них. При засорении сетчатого масляного фильтра в задней крышке регулятора продуйте его сжатым воздухом. Если фильтр
имеет дефекты, замените его. Эксплуатационный расход масла через фильтр должен быть не менее 1,6 1/ч при давлении 98,1... 294 кПa (1... 3 кгс/см2);
— для определения пригодности к дальнейшей эксплуатации державку грузов регулятора в сборе с грузами осмотрите и измерьте без разборки, так как при выпрессовке детали могут быть повреждены и
нарушится спаренность грузов, которые подобраны: с разницей статического момента не более 196 кПa (2 кгс/см2). Частичную или полную разборку сборочной единицы производите только при износе,
превышающем допустимый, или разрушении деталей.
Зазор между рычагом 20 (см. рис. 40) пружины регулятора и осью рычага, запрессованных в корпусе насоса, не должен превышать 0,3 мм. Увеличение длины пружины 26 регулятора допускается в
процессе эксплуатации до 59,5 мм при номинальной 57... 58 мм.
При ремонте насоса низкого давления и ручного топливоподкачиваюгцего насоса:
— насос низкого давления и ручной насос замените при наличии трещин на корпусе, изломов, механических повреждений, коррозии, ведущей к потере подвижности сопрягаемых деталей;
— при разборке и сборке насосов помните, что поршень и корпус насоса низкого давления, поршень и цилиндр ручного насоса представляют собой точно подобранные пары и раскомплектованию не подлежат.
Разборке и ремонту насосы подвергаются только в том случае, если они не обеспечивают требуемых характеристик;
— особое внимание обратите на состояние сборочной единицы шток — втулка насоса низкого давления, так как от величины износа в сопряжении зависит количество перетекаемого топлива в полость
кулачкового вала. Зазор в указанном сопряжении не должен превышать 0,012 мм. Величину зазора проверьте, не извлекая втулки из корпуса насоса, определением времени падения давления воздуха
от 490... 392 кПa (5... 4 кгс/см2) в аккумуляторе объемом 30 см3. Схема установки для замера плотности прецизионной сборочной единицы показана на рис. 93.
Установите корпус 8 насоса в приспособление, заполните аккумулятор сжатым воздухом до давления не менее 539 кПa (5,5 кгс/см2), герметично отключите его от магистрали сжатого воздуха и замерьте время,
в течение которого произойдет падение в аккумуляторе 490... 392 кПa (5... 4 кгс/см2). Полученное время сравните с аналогичными показаниями плотности эталонной прецизионной пары, имеющей
зазор в сопряжении 0,012 мм. Пару замените или отремонтируйте, если плотность у нее меньше эталонной.
Проверку плотности пары можно произвести более простым способом: через зазор между штоком и втулкой пропустите профильтрованное дизельное топливо. Объем топлива, просочившегося через зазор,
не должен превышать 1 см3 в течение 20 мин.
Если сборочная единица шток — втулка заменяется, поверхность резьбы и торец в корпусе насоса низкого давления очистите от остатков клея. Новую втулку штока установите в корпус насоса
на клее, составленном на основе эпоксидной смолы. Для обеспечения прочности и герметичности соединения очищенные контактирующие поверхности корпуса насоса и втулки предварительно
обезжирьте бензином Б-70. После затяжки втулки штока с моментом 9,81 Н.м (1 кгс.м) проверьте легкость перемещения штока в ней. При необходимости уменьшите момент затяжки.
Во время испытания проверьте подачу насоса. Установку для проверки изготовьте по схеме: топливный бак — фильтр грубой очистки топлива — вакуумметр — топливоподкачивающий насос —
манометр — мерный резервуар. Элементы схемы соедините прозрачными трубопроводами с внутренним диаметром не менее 8 мм.
Для создания разрежения на входе в насос и противодавления на выходе установите краны. Проверку производите на летнем дизельном топливе при температуре его 25... 30îС, в отсутствии воздуха в системе убедитесь
по чистоте струи топлива в прозрачных трубопроводах. Насос должен засасывать топливо из бака, установленного на 1 m ниже насоса. Подача насоса при частоте вращения кулачкового вала 1290... 1310 мин-1, разрежении
у входного штуцера 22,6 1кПа (170 мм рт. ст.) и противодавлении 58,8...78,5 кПa (0,6... 0,8 кгс/см2) должна быть не менее 2,5 л/мин. При полностью перекрытом выходном кране и частоте вращения кулачкового вала
1290... 1310 мин-1 насос должен создавать давление не менее 392 кПa (4 кгс/см2). При полностью перекрытом входном кране и указанной частоте вращения кулачкового вала минимальное разрежение, создаваемое насосом, должно быть
50,6 кПa (380 мм рт. ст.);
— ручной топливоподкачивающий насос проверьте на стенде, имеющем схему: топливный бак —фильтр грубой очистки — топливный насос. Насос должен подавать топливо из бака, установленного ниже ручного насоса на 1 м.
Проверьте насос на герметичность, подводя воздух под поршень при давлении 196... 294 кПa (2... 3 кгс/см2) в течение 5...6 с с предварительным смачиванием полости дизельным топливом.
Для снятия автоматической муфты опережения впрыскивания топлива используйте приспособление И801.16.000. Сначала отверните гайку 2 (рис. 102) крепления муфты. Для этого вставьте отвертку 4 в паз гайки и, удерживая
муфту 1 от вращения, ключом 3 отверните гайку. Затем, вворачивая в муфту съемник 2 (рис. 103), снимите муфту.
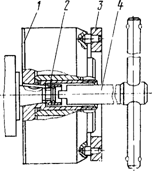 Рис. 102. Отворачивание гайки крепления муфты опережения впрыскивания топлива: 1 - муфта; 2 - гайка; 3 - ключ; 4 - отвертка
Рис. 102. Отворачивание гайки крепления муфты опережения впрыскивания топлива: 1 - муфта; 2 - гайка; 3 - ключ; 4 - отвертка
|
Рис. 103. Снятиемуфты приспособлениемИ801.16.000: 1 - ключ; 2 - съемник |
Для разборки муфты:
— выверните винты из корпуса и слейте масло;
— зажмите в настольные тиски подставку 6 (рис. 104) приспособления И801.16.000 и установите на нее муфту, вверните в подставку шпильку 5, установите шайбу 3 и затяните гайкой 2:
— ключом 1 отверните корпус 5 (см. рис. 43);
— снимите ведущую полумуфту 1 с проставками 12, грузы 11, пружины 8;
—выпрессуйте манжеты 4 и 2.
Учитывая, что грузы подобраны по статическому моменту, сохраните их спаренность для последующей установки.
Для сборки муфты:
— запрессуйте манжету 4 в отверстие ведущей полумуфты;
— установите ведущую полумуфту оправкой на ступицу ведомой;
— установите в стаканы 7 регулировочные прокладки 6 и пружины 8, стаканы с пружинами — в направляющие отверстия грузов, в которых они должны перемещаться свободно без заеданий. В произвольном положении
деталей муфты зазор между профильной поверхностью и проставкой должен быть не более 0,15 мм. При сведенных до упора поворотом ведущей полумуфты грузах, один из зазоров должен быть не более 0,1 мм, другой —
равен нулю.
Отрегулируйте зазоры подбором проставок;
— запрессуйте в корпус муфты заподлицо с внутренней торцовой поверхностью манжету 2;
— установите в выточку ведомой полумуфты резиновое уплотнителытое кольцо 14;
— наверните на ведомую полумуфту корпус. Перед установкой корпуса обеспечьте равные зазоры между корпусом и стаканами пружин при сведенных до упора грузах. Разность зазоров должна быть не более 0,2 мм.
После сборки залейте в муфту моторное масло, применяемое для двигателя.
Для разборки форсунки используйте приспособление И801.20.000. Зажмите станину 2 (рис. 105) приспособления в тисках, установите форсунку в паз станины распылителем вверх. Вворачивая болт 4, отожмите распылитель
форсунки упором 1, после этого рожковым ключом отверните гайку распылителя. Вывернув болт 4, извлеките форсунку из приспособления и разберите на части.
Помните, что корпус и игла распылителя подобраны парой и раскомплектованию не подлежат. Предельно допустимый зазор между корпусом и иглой распылителя 0,006 мм. Увеличение хода иглы распылителя не допускайте
более 0,4 мм, диаметр сопловых отверстий распылителя не должен превышать 0,38 мм.
Неудовлетворительная работа форсунок вызывается уменьшением давления начала впрыскивания топлива, что объясняется износом сопряженных с пружиной деталей и усадкой пружины, поэтому высоту проставки
форсунки при номинальном размере 8,9... 9,0 мм не допускайте менее 8,89 мм. При обнаружении на проставке рисок и следов коррозии (используйте лупу с десятикратным увеличением) деталь замените.
К дефектам форсунки относятся поломка пружины, засорение и износ сопловых отверстий, заедание иглы и износ ее уплотнительной части (вызывает подтекание и плохое распыливание топлива).
При необходимости прочистите сопловые отверстия распылителя стальной проволокой диаметром 0,25 мм.
Нагар с наружной поверхности распылителя удалите деревянным брусиком, пропитанным моторным маслом, или латунной щеткой. Не применяйте острые твердые предметы или наждачную бумагу.
Перед сборкой корпус распылителя и иглу промойте бензином и смажьте профильтрованным дизельным топливом, после чего игла, выдвинутая из корпуса на одну треть длины направляющей поверхности,
при наклоне распылителя под углом 45î должна плавно (без заеданий) опуститься до упора под действием собственной массы.
При сборке форсунки гайку распылителя затягивайте, отжав распылитель в приспособлении И801.20.000.
При ремонте топливных баков:
— для обнаружения дефектов (трещины, пробоины и вмятины на стенках, трещины в местах крепления горловины и корпуса сливной пробки, коррозия внутренних поверхностей) промойте бак горячим
водным 5%-ным раствором каустической соды, затем — проточной водой для удаления грязи и паров топлива;
—проверьте герметичность бака сжатым воздухом при давлении до 24,5 кПа (0,25 кгс/см2), для чего закройте все отверстия заглушками, а к корпусу сливного крана подсоедините шланг воздухопровода,
погрузите бак в воду и по пузырькам выходящего воздуха определите места течи;
—пробоины и трещины устраните приваркой или приклеиванием заплат.
Перед наложением заплат концы трещин засверлите;
— выправьте вмятины стенок бака, для чего к центру поврежденной поверхности приварите желез ный прут, на свободном конце которого должно быть кольцо, через кольцо пропустите рычаг и выправьте
им вмятину. Затем прут отрежьте, а место приварки зачистите.
Большие вмятины устраните следующим образом: на противоположной неповрежденной стенке бака вырежьте окно (по периметру с трех сторон) и отогните вырезанную часть его так, чтобы был
свободный доступ внутрь бака. После устранения вмятины отогнутую часть стенки подгоните на место и заварите или запаяйте.
После ремонта проверьте герметичность бака и окрасьте его снаружи.
Для двигателя с турбонаддувом. При нарушении герметичности в соединении между установочным фланцем турбины и выпускным патрубком коллектора и невозможности дальнейшего использования стальной прокладки, замените ее.
При появлении посторонних шумов, а также при повышенном дымлении и снижении мощности двигателя, связанных с техническим состоянием турбокомпрессора, отсоедините от турбокомпрессора приемную трубу глушителя
и проверьте легкость вращения ротора. При тугом вращении, заклинивании или задевании ротора о корпусные детали снимите турбокомпрессор.
Снимайте турбокомпрессор в такой последовательности:
— снимите воздухоочиститель (при снятии левого ТКР), соединительные патрубки, тройник;
— отсоедините трубку подвода масла к ТКР;
— ослабьте хомуты крепления соединительных патрубков корпуса компрессора;
— расконтрите и выверните болты выпускного коллектора, сместите выпускной коллектор назад, разъедините магистраль слива масла, снимите выпускной коллектор с ТКР в сборе.
Примечание. Для удобства последующего монтажа перед разборкой ТКР на корпусах турбины и компрессора нанести метки спаренности с корпусом подшипников.
— выверните шесть болтов крепления турбины и снимите корпус компрессора вместе с корпусом подшипников;
— выверните восемь болтов крепления корпуса компрессора и снимите его;
— промойте корпус компрессора и экран в дизельном топливе, удалите отложения;
— промойте корпус подшипника со стороны компрессора и удалите с поверхностей лопаток и корпуса отложения.
Внимание! Во избежание повреждения поверхностей лопаток и нарушения балансировки ротора не допускается использовать для удаления отложений металлические предметы и исправлять погнутые лопатки.
— проверьте целостность лопаток колес и отсутствие на них погнутостей. При наличии поврежденных лопаток замените турбокомпрессор.
Внимание! Ввиду того что ротор турбокомпрессора при сборке балансируется с высокой точностью, разборка ротора ТКР не допускается. Полная разборка турбокомпрессора осуществляется на
специализированных предприятиях, имеющих необходимое оборудование и приборы;
—соберите турбокомпрессор в обратной последовательности. Установку корпусов компрессора и турбины относительно корпуса подшипников проводите по меткам;
—затяните болты крепления корпуса компрессора с крутящим моментом 6,9... 9,8 Н.м (0,7...1 кгс.м), болты крепления корпуса турбины с крутящим моментом 19,6... 24,5 Н.м (2... 2,5 кгс.м);
—проверьте легкость вращения ротора и отсутствие задевания его о корпусные детали при крайних его осевых положениях;
—установите выпускной коллектор, затяните болты крепления с крутящим моментом 43,1... 54,9 Н.м (4,4... 5,6 кгс.м), законтрите болты.
Моменты затяжки резьбовых соединений при техническом обслуживании двигателя с турбонаддувом КамАЗ-7403.10 приведены в табл. 12.
Ремонт водяного насоса. Для снятия и разборки водяного насоса:
—слейте охлаждающую жидкость из двигателя;
—снимите ремни привода водяного насоса;
—выверните три болта крепления водяного насоса;
— снимите водяной насос с водяных труб.
Разберите насос в следующем порядке:
— отогните стопорную шайбу 10 (см. рис. 61) и, удерживая валик от проворачивания за шкив, отверните колпачковую гайку 11;
--- снимите крыльчатку 14 съемником;
— снимите уплотнительное резиновое кольцо 8 с обоймой и упорное кольцо 12;
— снимите сальник 13;
— выверните болт 2, снимите шайбу 3;
— снимите шкив 1 съемником;
— снимите шпонку и пылеотражатель 16;
— снимите стопорное кольцо 15;
— снимите валик 9 в сборе с подшипниками 4, 6;
— снимите манжету 7.
При сборке не допускайте попадания посторонних частиц между поверхностями трущейся пары торцового уплотнения.
После сборки проверьте легкость вращения валика насоса (заедание не допускается).
При ремонте водяного радиатора к дефектам радиатора отнесите повреждение бачков и трубок, нарушение пайки деталей, а также загрязнение снаружи и значительные отложения накипи в трубках.
Загрязненную сердцевину радиатора снаружи промойте в направлении, противоположном потоку воздуха. Проверьте герметичность радиатора, для чего отверстия патрубков закройте пробками, а к одному
из них подведите сжатый воздух под давлением 78,5 кПa (0,8 кгс/см2), при этом радиатор должен быть заполнен охлаждающей жидкостью.
Крутящий момент затяжки гайки крепления ступицы вентилятора 137,3... 196,2 Н.м (14... 20 кгс.м).
Для снятия и разборки гидромуфты:
—слейте масло из двигателя;
— снимите ремни привода водяного насоса и крыльчатку вентилятора, фильтр центробежной очистки масла, масляный картер;
—выверните болты крепления передней крышки к блоку цилиндров и снимите гидромуфту в сборе с передней крышкой блока;
—разогните усы стопорной шайбы гайки крепления ступицы вентилятора, отверните гайку и снимите ступицу;
—выверните болты крепления шкива, снимите шкив 11 (см. рис. 58) с манжетой 17 в сборе и втулку 14 манжеты;
—снимите стопорное кольцо крепления подшипника:
—выверните винты крепления корпуса подшипника, снимите корпус 2 в сборе с подшипником;
—выньте гидромуфту из передней крышки блока;
---- выверните болты крепления ведущего вала в сборе с кожухом к ведущему колесу, снимите ведущий вал 6 с кожухом 3 в сборе;
— снимите ведомый вал 16 в сборе с ведомым колесом 9.
После сборки шкив привода генератора, а также ведомый вал при неподвижном шкиве должен вращаться свободно, без заеданий.
Для снятия и разборки коробки термостатов:
—выверните болт 1 крепления планки генератора (рис. 106);
—выверните два болта 5 крепления фланца коробки;
—выверните три болта 6 крепления коробки и снимите коробку;
— выверните пять болтов 2 крепления патрубка,снимите патрубок 3, выньте термостаты и осмотрите их.
Для проверки термостатов определите температуру начала открытия и величину хода клапана 5 (см. рис. 57) следующим образом:
— погрузите термостат в подогреваемую ванну с водой (
— после достижения температуры плюс 70°С нагревайте воду постоянно с интенсивностью не более 3°C/мин, перемешивая. Используйте ртутный термометр с ценой деления не более 1°С;
— проверьте индикатором начало открытия клапана термостата — это температура, при которой ход клапана составит
Термостаты должны начинать открываться при температуре 78... 82°С и полностью открыться при 91... 95°С. Величина полного хода клапана термостата должна быть не менее
При эксплуатации допускается температура начала открытия 77 ... 83°С, полного открытия — 90... 96 °С, потеря хода клапана — не более 20%.
Если температура включения вентилятора не выдерживается в диапазоне 86... 90 °С, замените термосиловой клапан, состоящий из датчика 7 (см. рис. 59), корпуса 6 и седла.
Для снятия и разборки включателя гидромуфты:
— выверните болты крепления включателя к патрубку подводящей трубы, снимите включатель;
— закрепите включатель за корпус в тисках;
— снимите крышку 2, выньте пробку 4, пружину 10 и шарик 8;
— выньте клапан 6 в сборе с термосиловым датчиком 7.
Клапан и пробка должны перемещаться в корпусе без заеданий.
На привалочной поверхности корпуса не допускайте риски глубиной более
На поверхности корпуса датчика не должно быть очагов кавитационного разрушения, повреждений.